
La productivité est reine dans tous les types de procédés de fabrication
Les amis,
Ça fait bien trop longtemps, allons voir Patty et les garçons...

Il était 5h30 du matin quand l’alarme de Patty a sonné. Elle était anormalement fatiguée ce jour-là à cause d’une réunion des parents d’élèves la veille au soir. Elle s’était beaucoup plus intéressée à l’école que fréquentaient ses fils jumeaux après avoir découvert que l’école n’enseignait plus l’écriture cursive. Elle arrivait trop tard dans cette bataille, toutefois elle avait entendu parler que l’école n’allait plus enseigner la division longue. Une mère d’élève lui avait dit que c’était parce que la division longue était trop difficile et qu’elle pouvait être faite avec une calculatrice. Quand Patty entendit ça, elle "sortit de ses gonds". Heureusement, lorsque Patty assista à la réunion des parents d’élèves, on lui assura, ainsi qu’aux autres parents, que la division longue était encore enseignée.
Les fils de Patty apprenaient bien l’écriture cursive puisque leurs grands-mères l’apprenaient aux garçons quand elles les gardaient – de plus, une fois par semaine, les garçons lisaient une parmi plus des 100 lettres à la maison que leur arrière-grand-père avait écrites à leur arrière-grand-mère pendant la Deuxième Guerre mondiale. Le tout écrit en cursive bien sûr !
Après son jogging et son entraînement du matin, Patty arriva à son bureau à Ivy à 7h30. Elle alluma son ordinateur portable et découvrit un courriel de Mike Madigan, son ancien PDG. Il disait :
Chère Professeur Coleman,
Un de mes amis golfeurs possède une petite entreprise de bijoux, Galahad Jewelry à Providence, Rhode Island. L’une des unités de l’entreprise produit des breloques en argent pour bracelets. Cette unité n’est pas très performante financièrement. Après avoir discuté avec lui, j’ai senti que la productivité était faible, que les stocks étaient hors de contrôle et que les processus n’étaient pas simples.
Pourriez-vous visiter son usine et effectuer un audit ? Pete pourrait peut-être venir avec toi, mais assure-toi qu’il se comporte bien.
La lettre se terminait par les coordonnées de l’entreprise.
Non seulement Pete était prêt à y aller, mais Rob avait aussi un collègue de l’Université Brown voisine qu’il voulait aller voir. Quelques jours plus tard, notre trio se dirigeait vers le sud à Providence à bord de la Buick de Rob.
Rob taquina : - Vous les gars n’y connaissez rien en breloques pour bracelets, vous pensez vraiment pouvoir les aider ?
Pete répondit : - Hé, nous avons le grand professeur Coleman avec nous. Elle peut résoudre n’importe quel problème ! Sérieusement, nous en avons déjà discuté, la plupart des procédés de fabrication sont identiques. Je ne serais pas surpris que nous puissions les aider, Pete.
Ils séjournèrent dans un hôtel près de l’usine Galahad la veille de l’audit. Ils arrivèrent à l’établissement le lendemain matin et rencontrèrent le contremaître du site, Don Smithson. Après avoir échangé les civilités, Patty et Rob firent le tour des secteurs de la fabrication, de l’entreposage des stocks, de l’expédition et de l’administration. C’était l’heure du déjeuner. Pete était resté pour surveiller la chaîne de fabrication et recueillir des données sur la productivité. Au cours d’un déjeuner tardif, ils demandèrent à Smithson des données supplémentaires sur la production et les coûts. Ils lui demandèrent ensuite de leur accorder deux heures pour élaborer le résumé de leurs conclusions.
Après avoir effectué tous les calculs nécessaires, Patty et son équipe préparèrent une présentation Powerpoint. Smithson avait réuni quelques ingénieurs de procédé et le directeur de production Ervin "Bud" Clark. Clark était un homme intimidant aux traits aiguisés et qui semblait avoir un tempérament rapide.
Patty ouvrit la réunion en passant en revue les points forts de l’opération. L’installation était si propre qu’on ne pouvait que la décrire comme impeccable. Les ouvriers de production semblaient avoir de très bonnes attitudes et la qualité des breloques qu’ils produisaient était excellente. Bud Clark rayonnait pendant que Patty faisant part de cette information. Elle passa ensuite en revue les "Opportunités d’amélioration" (OdA).
- La meilleure OdA est la disponibilité de chaîne. D’après les données fournies et d’après ce que nous avons recueilli aujourd’hui, nous avons calculé que votre temps de disponibilité est de 30 %, commença Patty.
Clark se mis à rougir et demanda : - Qu’entendez-vous par temps de disponibilité, Dr Coleman ?
- C’est tout simplement le temps de fonctionnement de la chaîne pendant un quart de travail de 8 heures, répondit Patty.
Clark tremblait maintenant avec fureur et grommela : - C’est la plus grande insulte que j’aie jamais vécue, mes chaînes tournent presque à 100 % du temps. Smithson, chassons d’ici ces intellectuels de la tour d’ivoire de l’Ivy League, ils nous font perdre notre temps.
Smithson calma Clark et demanda à Patty : - Trente pour cent me semble très bas, comment l’avez-vous calculé ?
- Nous l’avons fait de deux façons. Rob et moi avons utilisé les mesures de production que vous nous avez données et calculé le temps de disponibilité, Pete a également surveillé la chaîne et effectué des lectures, les deux méthodes donnant environ 30 %, répondit Patty.
En entendant cela, Bud Clark explosa : - Mes chaînes fonctionnent presque 100 % du temps. Personne ne peut me convaincre du contraire, fulmina-t-il.
- Dr Coleman, pouvez-vous nous donner des détails sur la façon dont vous avez obtenu 30 % ? demanda Smithson avec raison.
- Bien sûr. Pete a surveillé les chaînes depuis le début du quart de travail jusqu’au déjeuner. C’était entre 8h et 13 h, déclara Patty.
- Eh bien, ça montre d’emblée que vous ne connaissez pas notre emploi du temps, gronda Clark, le déjeuner s’arrête à 12h30. Il était tellement furieux que son visage était cramoisi et qu’il tremblait.
- C’est vrai, dit Patty. Je vais laisser Pete s’expliquer.
- En théorie, l’heure du déjeuner commence à midi, mais les ouvriers ont arrêté leurs machines à 11h48 aujourd’hui. La pause déjeuner est censée se terminer à 12h30, mais les opérateurs ne sont revenus à leur poste que vers 12h45. Il leur a ensuite fallu 10 minutes pour faire fonctionner les machines, soit à 12h55 Donc, la période de 30 minutes pour le déjeuner a été en fait d’une heure et cinq minutes, résuma Pete.
- Quelle révélation !, dit Smithson.
Bud Clark avait l’air engourdi, puis il se mit à carillonner. - Il est impossible que le temps supplémentaire du déjeuner ne nous donne que 30 % de temps de disponibilité, grogna-t-il.
- C’est vrai, dit Pete, mais aussi la pause de 15 minutes à 10h du matin a duré en fait 35 minutes.
Smithson commença à s’énerver contre Clark.
- Bud, que se passe-t-il ? Demanda Smithson.
Patty pensa qu’il était temps d’intercaler quelques commentaires apaisants.
- Honnêtement, ce genre de situation, c’est bien ce que nous constatons dans la plupart des audits, déclara Patty avec sympathie.
- Laissons Pete finir, dit Clark, maussade.
- Le travail commence à 8 heures du matin, mais l’équipe n’a vraiment commencé à produire des pièces qu’à 8h30, poursuivit Pete. De plus, les préparatifs pour de nouveaux travaux sont effectués sur la plupart des machines deux à quatre fois par jour. En théorie, cela prend 15 minutes, en pratique, plutôt 45 minutes.
- Donc, avec tous ces temps d’arrêt, notre temps de disponibilité n’est que d’environ 30 % ? gémit Smithson.
- Oui, répondit Pete.
Patty montra ensuite comment les données de production sur les 3 derniers mois illustrent le taux de disponibilité de 30 %.
- La bonne nouvelle est que, si vous pouvez augmenter votre productivité de seulement 10 %, vos profits feront plus que doubler, ajouta Patty avec joie.
- J’ai du mal à le croire, dit Clark agité et tout rouge.
- Moi aussi, dit Smithson, si j’augmente ma productivité de 10 %, je n’ai que 10 % de pièces en plus à vendre, donc les bénéfices n’augmenteront que de 10 %.
- Ce serait vrai si vous n’aviez pas de coûts fixes, vos coûts fixes sont élevés. - Chaque pièce supplémentaire que vous vendez rapporte plus de revenus, mais coûte moins cher à fabriquer parce que votre coût fixe par pièce est moindre, expliqua Patty.
J’ai élaboré une équation qui l’explique, poursuivit-elle.
Dans cette équation, nimproved est le nombre de breloques produites par jour après amélioration du processus - disons que c’est 10 % de plus que la quantité actuelle. Nous utiliserons nold comme montant actuel par jour. Pu est le prix auquel vous vendez la breloque et Cu est le coût des matériaux. CostFixed représente les coûts fixes, expliqua-t-elle.
J’ai tracé la courbe de l’augmentation des profits par rapport à l’augmentation de la productivité à partir des chiffres sur les coûts et la production que vous nous avez donnés. Notez que les bénéfices actuels s’élèvent à environ 160 k$/an. Avec seulement 10 % d’augmentation de la productivité, les profits s’élèvent à environ 360 k$/an, poursuivit-elle.
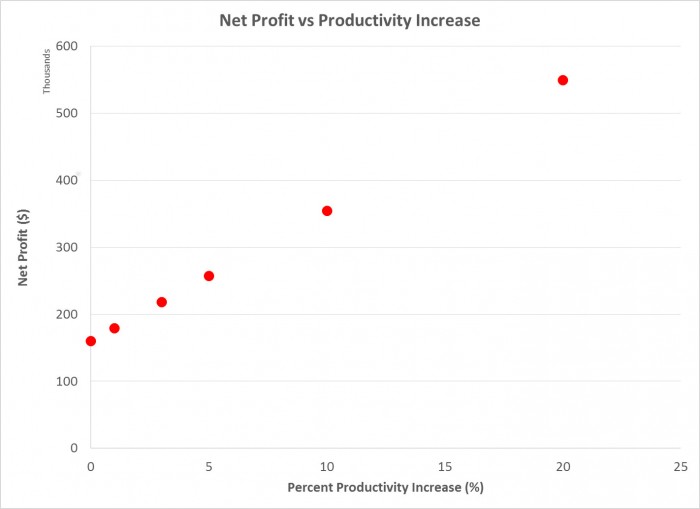
Figure. Courbe de Patty de l’augmentation des profits vs. augmentation de la productivité.
Smithson et Clark restèrent tous deux assis dans leur fauteuil, stupéfaits. - Si nous ne pouvons pas améliorer notre productivité de 10 %, nous devrions être virés, répondit humblement Clark.
La discussion porta ensuite sur la façon d’améliorer la productivité, en grande partie sur la façon de réduire au minimum ou d’éliminer l’arrêt des machines. Smithson et Clark furent tous deux stimulés par cette discussion et exprimèrent leur gratitude envers Patty, Rob et Pete.
- Avez-vous remarqué autre chose que la production qui pourrait nous aider à réduire nos coûts ? demanda Smithson.
- Vous pourriez économiser beaucoup d’argent grâce à une meilleure gestion des stocks, répondit Rob.
- Je suis tiré d’affaire avec ça, Smithson, taquina Clark.
- En effet, c’est moi qui ai le contrôle des stocks, dit Smithson. Qu’avez-vous trouvé ?
- Eh bien, vous avez beaucoup plus d’inventaire qu’il n’en faut. Nous avons surtout remarqué un bloc d’argent aussi gros qu’un four à micro-ondes dans votre réserve. Nous avons évalué sa valeur à environ 500 k$. J’ai demandé à des employés travaillant ici depuis plus de 15 ans et ils m’ont répondu qu’il était déjà ici quand ils sont arrivés, expliqua Rob.
- Le bloc est tellement gros et lourd qu’on n’arriverait jamais à trouver comment l’utiliser, alors on a reporté le moment de s’en occuper. Les semaines sont devenues des mois et les mois des années, répondit tristement Smithson.
Rob poursuivit : - De plus, le service expédition, bien que méticuleux, disposait de plusieurs cartons d’expédition de la même taille partiellement utilisés. Les employés ont également fait remarquer qu’ils devaient parfois débusquer des articles pour la production ou l’expédition.
Smithson s’assit sur sa chaise, l’air sombre.
Rob expliqua : - Dell a estimé que le coût d’une semaine d’inventaire est d’environ 1 % de la valeur de l’inventaire et vous avez environ 30 semaines d’inventaire. Nous estimons que les frais de possession de vos stocks sont supérieurs à vos profits.
- J’ai toujours voulu m’assurer que nous n’étions jamais à court de matériaux, ajouta Smithson, un peu sur la défensive.
- Un objectif louable, mais vous pouvez presque certainement y arriver avec 5, ou au plus 10 semaines d’inventaire, répondit Rob.
Le groupe a ensuite commencé à discuter de la façon de réduire les stocks et a présenté un programme. Notre trio accepta de revenir dans six semaines et d’enregistrer des progrès en matière de productivité et de contrôle des stocks.
Sur le chemin du retour en voiture à l’Université Ivy, Rob sentait que Patty et Pete étaient un peu pensifs.
- Hey vous deux, qu’avez-vous ? demanda Rob.
- Nous avons déjà vu ça, gloussa Pete.
Patty acquiesça : - Le premier problème de productivité avec lequel le professeur nous a aidés à l’ACME était si semblable à celui-ci, c’est tellement surprenant.
- C’était la première de nos nombreuses aventures avec le professeur, il y a tant d’années maintenant, ajouta Pete.
Patty était d’accord et Rob a remarqué un petit accroc dans sa voix...
Merci,
Docteur Ron
Connect with Indium.
Read our latest posts!