
La productividad es la clave en todos los tipos de procesos de fabricación
Amigos,
Ha pasado demasiado tiempo, echemos un vistazo a Patty y los chicos ...

Eran las 5:30 AM cuando sonó la alarma de Patty. Estaba inusualmente cansada hoy debido a una reunión de la PTA anoche. Ella se había interesado mucho más en la escuela a la que asistían sus hijos gemelos cuando descubrió que la escuela ya no estaba enseñando escritura cursiva. Era demasiado tarde para esa batalla, pero había oído que la escuela no iba a enseñar la división larga. Otra madre le dijo que la razón era que la división larga era demasiado difícil y se podía hacer con una calculadora. Cuando Patty escuchó esto, "se subió por las paredes". Afortunadamente, cuando Patty asistió a la reunión de la PTA, a ella y a los otros padres se les aseguró que todavía se estaba enseñando la división larga.
Sin embargo, los hijos de Patty aprendían cursiva, ya que tanto su madre como la madre de su esposo enseñaban a los niños cuando los cuidaban y una vez a la semana, los niños leían una de las más de 100 cartas que su bisabuelo le escribió a su bisabuela durante la Segunda guerra mundial, ¡todas escritas en cursiva!
Después de su ejercicio matinal y trotar, Patty estaba en su oficina en Ivy U a las 7:30 AM. Encendió su computadora portátil y vio un correo electrónico de Mike Madigan, el CEO de su ex empleador. Decía:
Estimada profesora Coleman,
Uno de mis amigos de golf posee una pequeña firma de joyería, Galahad Jewelry en Providence, RI. Una de las unidades en la compañía produce dijes de plata para brazaletes. Esta unidad no está funcionando bien financieramente. Después de conversar con él, sentí que la productividad es baja, el inventario está fuera de control y los procesos no son ágiles.
¿Podrías visitar su fábrica y realizar una auditoría? Tal vez Pete pueda ir contigo, solo asegúrate de que se comporte.
La nota terminó con la información de contacto de la empresa.
No solo Pete estaba dispuesto a ir, sino que Rob también tenía un colega en la cercana Universidad de Brown que quería visitar. Unos días más tarde, nuestro trío se dirigía hacia el sur a Providence en el Buick de Rob.
"Ustedes no saben nada acerca de hacer dijes para pulseras". ¿Realmente creen que puedan ayudarlos?" Rob bromeó.
"Oye, tenemos a la gran profesora Coleman aquí". ¡Ella puede resolver cualquier problema! --- En serio, hemos discutido esto antes, la mayoría de los procesos de fabricación son similares. "No me sorprendería si podemos ayudarlos mucho", respondió Pete.
Se alojaron en un hotel cerca de las instalaciones de Galahad la noche anterior a la auditoría. Llegaron a las instalaciones a la mañana siguiente y se reunieron con el superintendente del sitio, Don Smithson. Después de intercambiar bromas, Patty y Rob recorrieron las áreas de fabricación, almacenamiento de inventario, envío y administración. Para entonces ya era hora de comer. Pete se había quedado atrás para observar la línea de fabricación y recopilar datos de productividad. Durante un almuerzo tardío, solicitaron algunos datos adicionales de producción y costos a Smithson. Luego solicitaron que Smithson les diera dos horas para desarrollar un resumen de sus hallazgos.
Después de realizar todos los cálculos necesarios, Patty y su equipo prepararon una presentación en Powerpoint. Smithson había reunido a algunos de los ingenieros de procesos y al gerente de producción Ervin "Bud" Clark. Clark era un hombre intimidante con rasgos afilados y, según parecía, tenía un mal genio.
Patty comenzó la reunión revisando los puntos fuertes de la operación. Las instalaciones estaban tan limpias que solo podían describirse como impecables. Los trabajadores de producción parecían tener muy buenas actitudes y la calidad de los dijes resultantes que produjeron fue excelente. Bud Clark sonrió mientras Patty compartía esta información. Luego revisó las "Oportunidades de mejora" (OFI).
'El mayor OFI es el tiempo de actividad de la línea. A partir de los datos que nos proporcionó y de lo que recopilamos hoy, calculamos que su tiempo de actividad es del 30% ", comenzó Patty.
Ante esto, Clark se puso rojo y le preguntó: "¿Qué quiere decir con tiempo de actividad, Dra. Coleman?"
"Simplemente la cantidad de tiempo que la línea trabaja durante un turno de 8 horas", respondió Patty.
Clark ahora temblaba de furia: "Este es el mayor insulto que he experimentado, mis líneas se ejecutan casi el 100% del tiempo. Smithson, echemos de aquí a estos intelectos de Ivy Tower, ¡están perdiendo el tiempo! se quejó
Smithson calmó a Clark y luego le dijo a Patty: "El treinta por ciento parece muy bajo, ¿cómo lo calculaste?" preguntó.
"Lo hicimos de dos maneras. Rob y yo tomamos las estadísticas de producción que nos dieron y calculamos el tiempo de actividad, Pete también supervisó la línea y tomó lecturas, ambos métodos dieron como resultado un 30% ", respondió Patty.
Ante esto Bud Clark exclamó, "Mis líneas se ejecutan casi el 100% del tiempo. No puedo convencerme de lo contrario ”, enfureció.
"Dra. Coleman, ¿puedes compartir algunos de los detalles sobre cómo calculaste el 30%? Smithson preguntó razonablemente.
"Por supuesto. Pete vigiló las líneas desde el inicio del turno hasta el almuerzo. El tiempo fue de 8 am a 1 pm ". Dijo Patty .
"Bueno, eso demuestra que no conoces nuestro horario", dijo Clark, "el almuerzo terminó a las 12:30". Estaba tan irritado que su cara estaba roja y temblaba.
"Esa es la verdadera Patty", dijo, "Voy a dejar que Pete explique".
“Técnicamente, el período de almuerzo comienza a las 12 del mediodía, pero los trabajadores apagaron sus máquinas a las 11:48 AM de hoy. Se supone que el período de almuerzo terminará a las 12:30 PM, pero los trabajadores no regresaron a sus puestos sino hasta las 12:45 PM. Luego les tomó hasta las 12:55 PM para que las máquinas funcionaran. Así que el período de almuerzo de 30 minutos fue en realidad 1 hora y 5 minutos ", explicó Pete.
"Chico, qué revelador", dijo Smithson.
Bud Clark parecía adormecido, pero luego intervino: "No hay forma de que la hora extra de almuerzo nos dé solo un 30% de tiempo de actividad", gruñó.
"Es cierto", dijo Pete, "pero el descanso de 15 minutos a las 10:00 AM fue realmente de 35 minutos".
Ahora Smithson se estaba agitando contra Clark.
"Bud, ¿qué está pasando?" Dijo Smithson.
Patty sintió que era hora de intercalar algunos comentarios calmantes.
"Para ser honesta, este tipo de situación es lo que vemos en la mayoría de las auditorías", dijo Patty con simpatía.
"Dejemos que Pete termine", dijo Clark con tristeza.
"Los trabajos comienzan a las 8 AM, pero el equipo realmente no comenzó a hacer partes hasta casi las 8:30 AM", continuó Pete. Además, las configuraciones para nuevos trabajos se realizan en la mayoría de las máquinas de dos a cuatro veces por día. En teoría, toman 15 minutos, en la práctica 45 minutos ”, continuó Pete.
"Entonces, ¿con todo este tiempo de inactividad, nuestro tiempo de actividad es de solo un 30%?" Smithson gimió.
"Sí", respondió Pete.
Luego, Patty mostró cómo los datos de producción de los últimos 3 meses respaldan el 30% del tiempo de actividad.
"La buena noticia es que si puede aumentar la productividad en solo un 10%, sus ganancias se duplicarán", agregó Patty alegremente.
"Me resulta difícil de creer", dijo Clark con la voz agitada y una cara roja.
"A mí también", dijo Smithson, "si incremento la productividad en un 10%, solo tengo un 10% más de piezas para vender, por lo que las ganancias subirán solo un 10%".
“Eso sería cierto si no tuviera costos fijos, sus costos fijos son altos. "Cada parte adicional que vende genera más ingresos, pero cuesta menos porque su costo fijo por pieza es menor", explicó Patty.
"Desarrollé una ecuación para mostrar esto", continuó.
“En esta ecuación, nimproved es la cantidad de dijes producidos en un día después de la mejora del proceso, digamos que es un 10% más que la cantidad actual. Usaremos nold como la cantidad actual por día. Pu es el precio por el que se vende el dije y Cu es el costo material. CostFixed representa los costos fijos ", explicó.
“Tracé un gráfico del aumento de las ganancias en función de la productividad a partir de las estadísticas de costos y producción que nos proporcionó. Tenga en cuenta que las ganancias actuales son de alrededor de $ 160K / año. "Con solo un aumento del 10% en la productividad, las ganancias se aproximan a los $ 360K / año", continuó Patty.
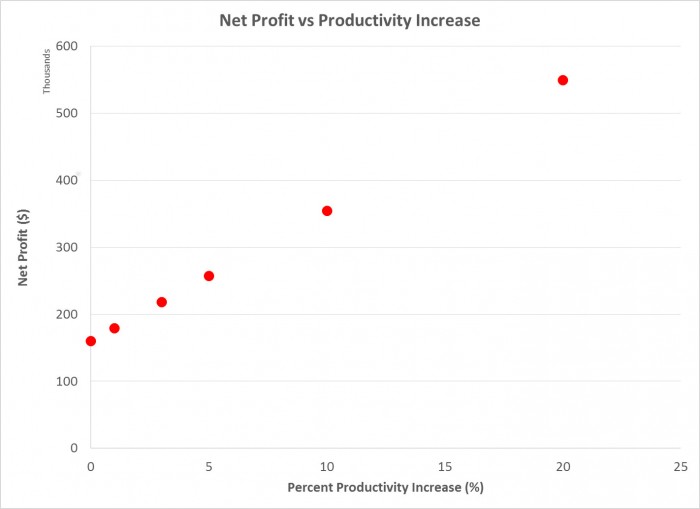
Figura. El gráfico de Patty del aumento de ganancias frente al aumento de productividad.
Tanto Smithson como Clark se sentaron en sus sillas atónitos. "Si no podemos mejorar la productividad en un 10%, deberíamos ser despedidos", respondió humildemente Clark.
Luego siguió la discusión sobre cómo mejorar la productividad, en gran parte centrada en cómo minimizar o eliminar apagar las máquinas. Tanto Smithson como Clark se entusiasmaron con esta discusión y también expresaron su gratitud a Patty, Rob y Pete.
"¿Notó algo más allá de la producción que podría ayudarnos a reducir los costos?" Preguntó Smithson.
"Se podría ahorrar bastante con un mejor control de inventario", respondió Rob.
"Estoy libre de este, Smithson", bromeó Clark.
"Tengo control de inventario", asintió Smithson, "¿qué encontraste?"
“Bueno, tienes mucho más inventario del que necesitas. Especialmente notamos un bloque de plata tan grande como un horno de microondas en su almacén. Calculamos su valor en alrededor de $ 500K. "Le pregunté a algunas personas que han estado en la compañía por más de 15 años y dicen que estaba allí cuando comenzaron", explicó Rob.
“El bloque es tan grande y pesado que nunca podríamos descubrir cómo trabajar con él, por lo que simplemente demoramos en tratarlo. "Las semanas se convirtieron en meses y los meses se extendieron en años", respondió Smithson con tristeza.
“Además, el departamento de envíos, aunque limpio, tenía varias cajas de envío del mismo tamaño de caja que se utilizaron parcialmente. La gente también comentó que a veces tenían que buscar artículos para producción o envío ”, continuó Rob.
Smithson se sentó en su silla con aspecto triste.
"Dell estimó que el costo del inventario de una semana es aproximadamente el 1% del valor del inventario, tiene aproximadamente 30 semanas de inventario. Estimamos que los gastos de mantenimiento de su inventario son mayores que sus ganancias ", explicó Rob.
"Siempre quise asegurar que nunca nos quedamos sin material", agregó Smithson un poco a la defensiva.
"Un objetivo digno, pero es casi seguro que puedes lograrlo con 5, o como máximo 10 semanas de inventario", respondió Rob.
El grupo comenzó a discutir cómo reducir el inventario y describió un plan. Nuestro trío aceptó regresar en seis semanas y acceder al progreso tanto en productividad como en control de inventario.
En el viaje en auto de regreso a la Universidad de Ivy, Rob sintió que Patty y Pete estaban un poco pensativos.
"Hey ustedes dos, ¿qué pasa?" Rob preguntó.
"Parece un Déjà Vu una vez más", se rió Pete.
Patty estuvo de acuerdo: "El primer problema de productividad con el que el profesor nos ayudó en ACME fue muy similar a esto, es tan sorprendente".
"Esa fue la primera de nuestras muchas aventuras junto con el profesor, hace ya muchos años", agregó Pete.
Patty estuvo de acuerdo y Rob notó un poco de dificultad en su voz ...
Saludos,
Dr. Ron
Connect with Indium.
Read our latest posts!