
Hoja de cálculo de prueba de hipótesis para Cpk de eficiencia de transferencia de impresión de esténcil
Amigos,
Todos aceptan como un hecho que yo sé que 2/3ras partes de todos los defectos SMT se pueden rastrear hasta el proceso de impresión del esténcil. Algunos hemos hecho el intento de encontrar una referencia para este postulado, sin éxito alguno. Si algún lector conoce alguna, hágamelo saber. Si asumimos que este adagio es cierto, la cantidad correcta de pasta de soldadura, impresa en patrones cuadrados sobre la almohadilla es una medición en extremo importante.
Bajo esta perspectiva, hace algún tiempo, escribí una publicación sobre el cálculo del intervalo de confianza del Cpk de la eficiencia de transferencia en la impresión de esténciles. Como recordatorio, la eficiencia de transferencia es la relación del volumen de la pasta de soldadura depositada dividido por el volumen de la abertura del esténcil. Consulte la figura 1. Por lo general, el objetivo sería el 100%, siendo las especificaciones superior e inferior 150% y 50% respectivamente.
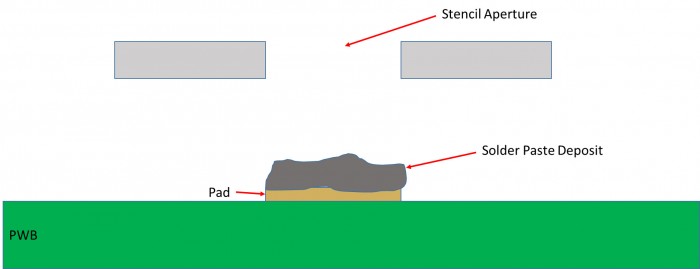
Figura 1. La eficiencia de transferencia en la impresión del esténcil es la relación del volumen de la pasta de soldadura depositada dividido por el volumen de la abertura del esténcil. Por lo general, 100% es el objetivo.
Escogí Cpk como la mejor medición para evaluar la eficiencia de transferencia en la impresión de esténciles, puesto que incorpora tanto el promedio como la desviación estándar (es decir, la propagación). La Figura 2 muestra la distribución para la pasta A, que tiene un buen Cpk puesto que sus datos se centran entre las especificaciones y presentan una distribución precisa, mientras que la distribución de la pasta B no se centra entre las especificaciones y es más extensa.
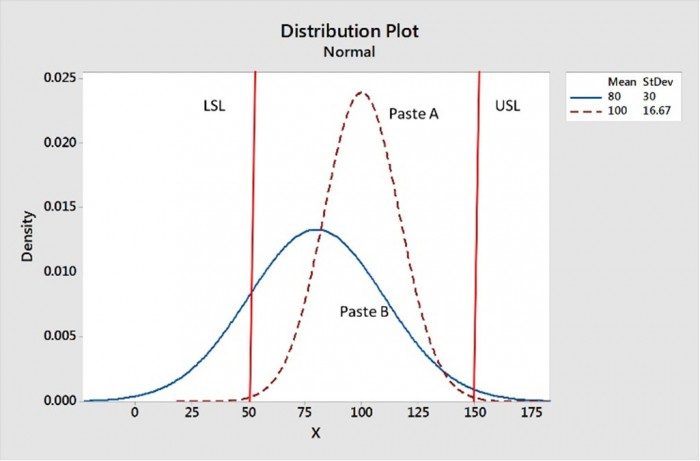
Figura 2. La pasta A tiene una mejor eficiencia de transferencia puesto que sus datos se centran entre las especificaciones superiores e inferiores y tiene una distribución más precisa.
Recientemente, decidí desarrollar los cálculos matemáticos para producir una hoja de cálculo Excel que permitiera realizar las pruebas de hipótesis de los Cpk. Hasta donde sé, esto nunca se ha hecho antes.
Una prueba de hipótesis podría parecerse a lo siguiente. La hipótesis nula (Ho) sería que el Cpk de la eficiencia de transferencia es 1,00. La hipótesis alternativa, H1, podría ser que el Cpk no es igual a 1,00. H1 podría ser que el Cpk es menor o mayor que 1,00.
Como ejemplo, digamos que desea que el Cpk de la eficiencia de transferencia sea 1,00. Analiza 1000 impresiones y obtiene un Cpk de 0,98. ¿Es todo pérdidas? No necesariamente, ya que esto fue un muestreo estadístico, debería realizar una prueba de hipótesis. Consulte la figura 3. En la celda B16, se ingresa el Cpk = 0,98, en la celda B17 se ingresa el tamaño de la muestra n = 1000 y la hipótesis nula en la celda B18. Se ingresa Cpk = 1,00. La celda B21 muestra que la hipótesis nula no se puede rechazar como falsa, puesto que la hipótesis alternativa es falsa. Así pues, no podemos decir estadísticamente que el Cpk no es igual a 1,00.
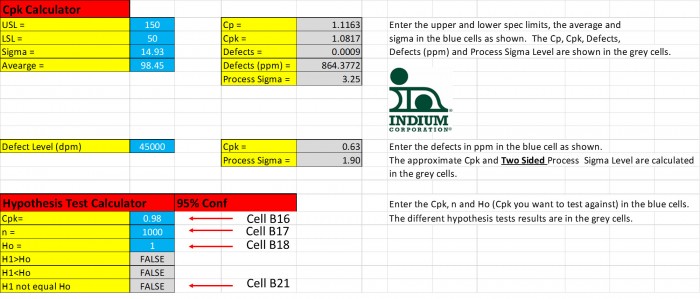
Figura 3. Un Cpk = 0,98 es estadísticamente lo mismo que un Cpk de 1,00, puesto que no se puede rechazar la hipótesis nula, Ho.
¿Qué tan alejado a 1,00 tendría que ser el Cpk en esta muestra de 1000 para decir que no es estadísticamente igual a 1,00? La Figura 4 nos muestra que el Cpk debería ser 0,95 (o 1,05) para ser estadísticamente diferente de 1,00.
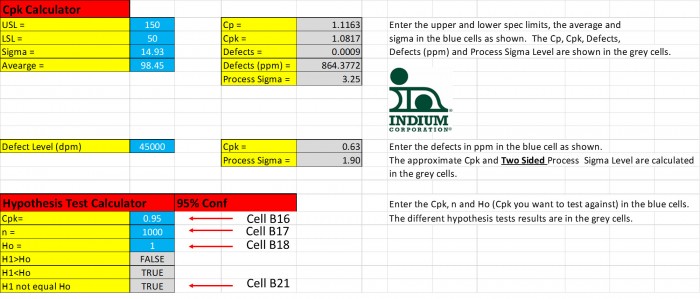
Figura 4. Si el Cpk es solo 0,95, quiere decir que es estadísticamente diferente de un Cpk = 1,00.
Esta hoja de cálculo debería ser útil para aquellos que estén interesados en supervisar los Cpk de eficiencia de transferencia para reducir los defectos de soldadura de final de línea. Le enviaré una copia de esta hoja de cálculo a los lectores interesados. Si desean una, escríbanme a rlasky@indium.com.
¡Saludos!
Dr. Ron
Connect with Indium.
Read our latest posts!