
金錫共晶焊料
金錫共晶焊料(AuSn20,即按重量分數計算:金80%,錫20%)適用于要求高可靠性、高熔點焊點的各種應用。 這些應用包括晶片粘接乃至陶瓷封裝的密閉性蓋封粘接。 被用於LED或射頻氮化鎵器件的晶片粘接合金時,空洞就會成為非常關鍵的問題。 在這類應用中,晶片必須能夠經受超高的電流(由於晶片的面積較小,所以電流密度很高),但為了最大化器件使用壽命和效能,必須將其保持在盡可能低的溫度下。 唯一可行的方法是高效耗散晶片表面的熱能(使Tj最小化),這就要求最大化晶片和引線框(或子基板)之間的熱傳遞。
目前有三種常用的方法可實現這一目標:
- 提高晶片粘接材料的導熱率(K)
- 降低晶片與引線框之間粘接層厚度
- 最小化空洞
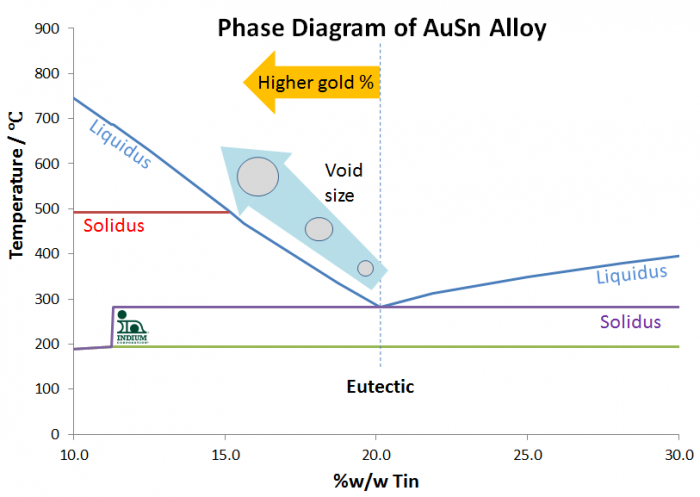
注意在2和3之間往往需要進行權衡,因為最小化粘接層會增加空洞的數量。 因此實際上,通常使用的最小厚度約為10微米(0.4密耳)。 更小的粘接層還會減少晶片和基板的鍍金層,導致合金無法達到理想的共熔狀態,而這種作用常被忽略。 金錫相圖細節(如下圖所示)展現了合金中金的含量的改變對液相線(甚至可能是固相線)造成的主要影響。 隨著液相線的攀升,合金也越來越傾向于「凍結」空洞。 也就是說,空洞既不會隨著內部壓力的下降而縮小,也不會隨著焊料在共熔點凝固而達到其自然狀態下的最小尺寸,而是以更大的尺寸被定在正在凝固的合金裡。
顯然,如果要保持錫金的品質比為1:4,可通過最小化金屬鍍層上金的含量或者調節所用焊料中錫的含量來實現,這樣就能在最終焊點中實現共熔態。
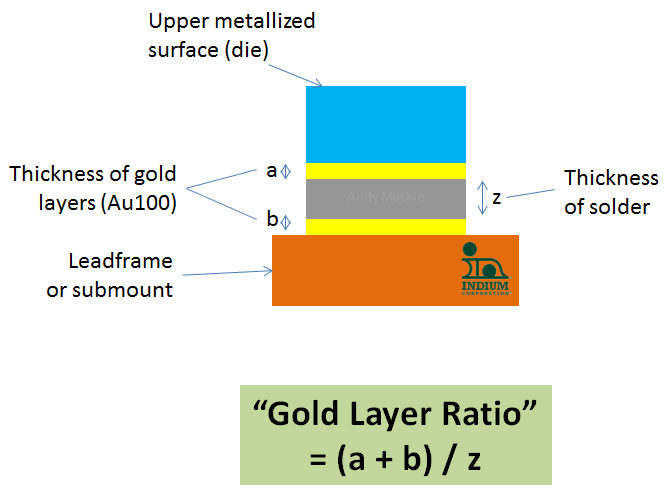
思路之一是控制好鍍層中金的總量與焊料厚度的比例。 如果焊料是與待焊接表面的面積比為1:1的預成型焊片,那麼它也是預成型焊片的厚度(如下所示)。 這就是「金層比(Gold Layer Ratio)」。
使用金層比這種方法能引導您找到最佳「非共熔」的金錫合金,以使金錫共熔焊點中的空洞最小化,並將合金密度和金屬密度作為指南,為焊點的形成構建簡單的模型(如下所示)。
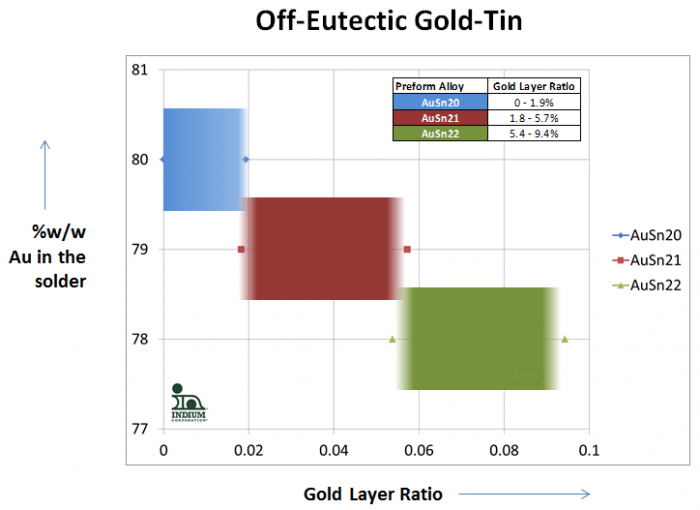
例如,如果您在鎳/鎢上使用厚度為0.2微米(200納米)的金層作為晶片的鍍層,在鎳上使用了厚度為0.4毫米(400納米)的金層作為基板(鍍)層,同時金/錫預成型焊片的厚度為15微米,那麼金比率為0.04。 這表示使用Au79Sn21非共熔焊料製作的預成型焊片是最大限度減少空洞的最佳選擇。
這些合金的增量一般為1%(AuSn21、AuSN22),供貨形式包括預成型焊片、焊錫線、焊錫球和焊錫膏。 而且因金含量更少,價格比標準AuSn20合金略低。 我們將竭誠滿足您對焊料的需求,請立即聯繫我們 (askus@indium.com)!
祝您愉快!
Andy
Connect with Indium.
Read our latest posts!