
Soudure eutectique or-étain
La soudure eutectique or-étain (AuSn20, ou 80 % d'or et 20 % d'étain en poids) est utilisée dans diverses applications nécessitant un joint de soudure de grande fiabilité et à haute température de fusion. C'est le cas de la fixation de puces et la fixation de couvercle pour les boîtiers en céramique hermétiquement scellés. Lorsqu'il est utilisé en tant qu'alliage de soudure de fixation de puce pour LED ou appareils RF au GaN, les vides deviennent une priorité. Dans ces applications, les puces doivent être en mesure de supporter des courants très élevés (à des densités de courant très élevées, en raison de la faible surface de puce), mais pour une durée de vie maximale de l'appareil et un maximum d'efficacité, elles doivent être maintenues à une température aussi basse que possible. Ceci est seulement possible si l'énergie calorifique à la surface de la puce peut être évacuée efficacement (en minimisant Tj), ce qui signifie que le transfert de chaleur entre la puce et la grille de connexion (ou le sous-montage) doit être maximisé. Il y a trois façons bien connues pour atteindre cet objectif :
- Augmenter la tconductivité hermique (K) du matériau constituant la fixation de puce.
- Réduire l'épaisseur de la ligne de liaison (BLT) entre la puce et la grille de connexion
- Minimiser les vides
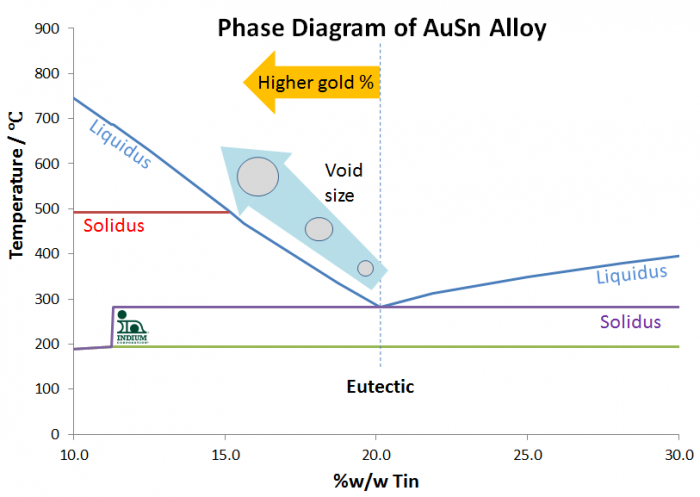
Remarquez qu'il y a souvent un compromis entre les options 2 et 3, du fait que minimiser la BLT peut augmenter les vides, donc, un minimum d'environ 10 microns est le plus couramment envisagé. Une BLT plus petite a aussi l'effet, souvent négligé, de rendre non triviale la contribution des surfaces à souder plaquées d'or à la fois sur la puce et le sous-montage, biaisant ainsi l'alliage loin de l'eutectique parfait. Les détails du diagramme de phases de l'or-étain (comme illustré ci-dessous) illustrent les principaux effets sur le liquidus (et peut-être même le solidus) de l'alliage lorsque la teneur en or évolue. Alors que le liquidus augmente, augmente aussi la tendance de l'alliage à « geler » les vides ; à savoir, au lieu que les vides soient en mesure de diminuer alors que leur pression interne diminue et atteignent leur taille minimale naturelle lorsque la soudure se solidifie au point eutectique, ils sont piégés dans l'alliage en cours de solidification avec une taille plus grande.
Diagramme de phases de l'alliage AuS
La façon évidente de maintenir le pourcentage en poids d'étain (Sn) par rapport au poids d'or (Au) à 1:4 est, soit de minimiser la quantité d'or sur les métallisations ou en ajustant la teneur en étain de la soudure utilisée, de sorte que l'eutectique soit atteint dans le joint de soudure final.
Pensons au pourcentage de tout l'or dans les métallisations, par rapport à l'épaisseur de la soudure. Si la soudure est une préforme avec un rapport des surfaces à souder de 1/1, alors c'est l'épaisseur de la préforme (voir ci-dessous). Voici le « ratio de la couche d'or ».
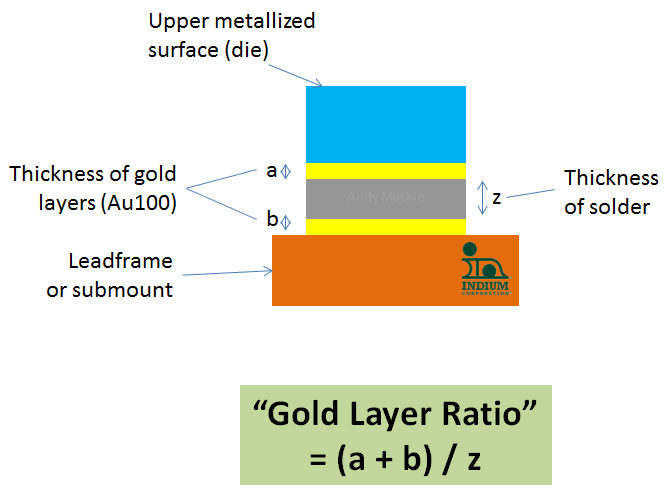
« ratio de la couche d'or »
= (a + b) / Z
En utilisant cette approche, le ratio de la couche d'or peut être utilisé pour vous guider vers le meilleur alliage « hors eutectique » or-étain pour réduire au minimum les vides dans les soudures eutectiques or-étain, en utilisant les densités d'alliage et de métal comme guide pour la construction d'un simple modèle pour la formation du joint soudé, comme illustré ci-dessous.
Or-étain hors eutectique
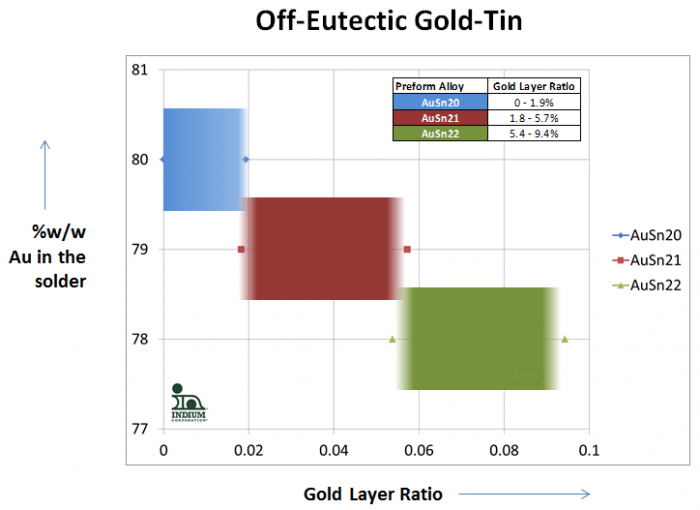
Par exemple, si vous avez une couche d'or de 0,2 micron (200 nm) d'épaisseur par dessus une métallisation de puce en nickel/tungstène et une couche d'or de 0,4 mm (400 nm) sur une métallisation de nickel en tant que substrat, avec une préforme d'or/étain de 15 microns d'épaisseur, le pourcentage d'or est de 0,04. Cela suggère qu'une préforme fabriquée au point hors-eutectique du Au79Sn21 serait le meilleur choix pour réduire au minimum les vides.
Ces alliages, proposés en incréments de 1,0 % (AuSn21, AuSn22) sont disponibles sous forme de préforme, fil, sphère et pâte à souder et sont, bien sûr, un peu moins coûteux que les alliages AuSn20 classiques en raison de la teneur réduite en or.
Faites-nous savoir comment nous pouvons vous aider à répondre à vos besoins en matière de soudure !
Andy
Connect with Indium.
Read our latest posts!