
금 주석 공정 솔더
금 주석 공정 솔더 (AuSn20, 또는 무게에 의한 금 80%, 주석 20%)는 높은 신뢰성, 높은 용융 솔더 접합을 요구하는 다양한 애플리케이션에 사용되고 있어요. 이것은 다이 어테치 및 심지어 허어메틱으로 실드된 세라믹 패키지용 리드 어테치를 포함해요. LED 또는 RF GaN 장치용 다이 어테치 솔더 합금을 사용할 때, 기포발생은 매우 중요한 문제가 되죠. 이러한 애플리케이션의 다이는 매우 높은 전류 (낮은 다이 면적으로 인해서 매우 높은 전류 밀도에)를 전달할 수 있어야 하지만, 최대 장치 수명과 최대 효율을 위해서는, 가능한 한 낮은 온도에서 유지되어야 해요. 이것은 다이 표면에서 열 에너지가 효율적으로 제거될 (최소화된 Tj) 수 있는 경우에만 가능하며, 그것은 다이와 리드프레임 (또는 서브마운트) 사이에 열 전달이 최대로 되어야만 하는 것을 의미해요. 이것을 달성하기 위해서 잘 알려진 세 가지 방법이 있어요:
1. 다이 어테치 물질의 열 전도성 (K) 증가
2. 다이와 리드 프레임 사이의 결합선 두께 (BLT) 감소
3. 기포 발생 최소화
2와 3 사이에 빈번한 트래이드 오프가 있고, 그것에서 BLT 최소화는 기포발생을 증가시킬 수 있다는 것을 주목하고, 그러므로, 실제적으로, 최소로 약 10 미크론 (0.4 mil)이 가장 일반적으로 사용되고 있어요. 더 작은 BLT는 다이와 서브마운트 모두에서 금 금속화된 솔더링 표면에 많이 기여하지만 종종 무시되는 효과가 있어서 합금이 이상적인 공정에서 왜곡되게 만듭니다. 금 주석 상태도 (아래 그림 참조)의 세부사항은 금 함량 변화에 따른 합금의 액상선 (및 가능하게는 고상선)에 미치는 주요 효과를 나타내요. 액상선이 증가함에 따라, 기포발생 “동결”을 위한 합금 경향도 있어요; 즉, 기포발생이 그들의 내부 압력 감소에 따라 축소되고 공정 점에서 솔더가 응고함에 따라 자연스러운 최소 크기가 될 수 있다고 보기 보다는 오히려 그들은 더 큰 크기에서 응고 합금 내부에 갇히게 되는 것이죠.
AuS 합금의 상태도
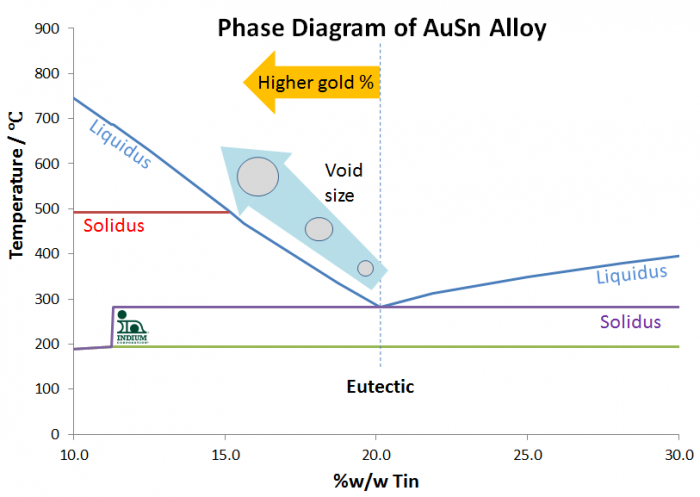
% 무게/무게 주석
1:4에서 금 (Au)에 대한 주석 (Sn)의 중량 비율을 유지하는 분명한 방법은 금속화에 대한 금의 양을 최소화하거나, 또는 사용된 솔더의 주석 함량을 조정하여, 공정이 최종 솔더 접합에서 달성되는 것이죠.
이에 대해서 생각할 한 가지 방법은 금속화에서 솔더 두께 대비 전체 금의 비율이에요. 솔더가 결합될 표면에 대한 1:1 면적비에서 프리폼되는 경우, 비율은 프리폼의 두께에요 (아래 참조). 이것은 “금 층 비율”이에요.
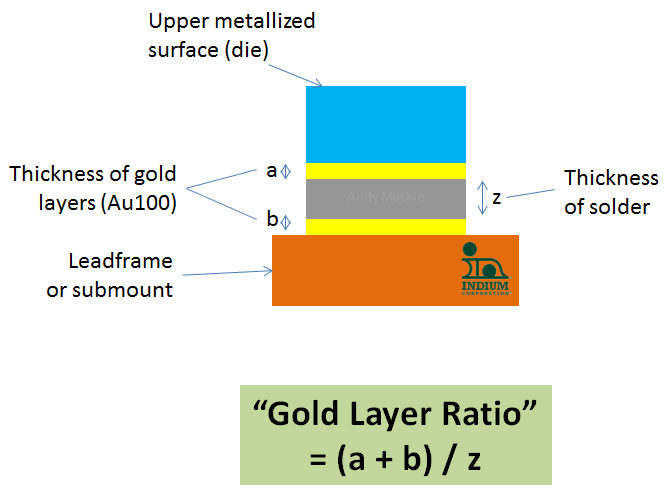
“금 층 비율”
= (a + b) / Z
이 방법을 사용해서, 금 층 비율은 금 주석 공정 솔더 접합에서 기포발생을 최소화하는 금 주석 합금 “오프 공정”의 최고의 지침으로 사용될 수 있고, 아래 보여진 바와 같이, 솔더 접합 형성용의 간단한 모델 구축을 위한 지침으로서 합금 및 금속 밀도가 사용되요.
금 주석 오프 공정
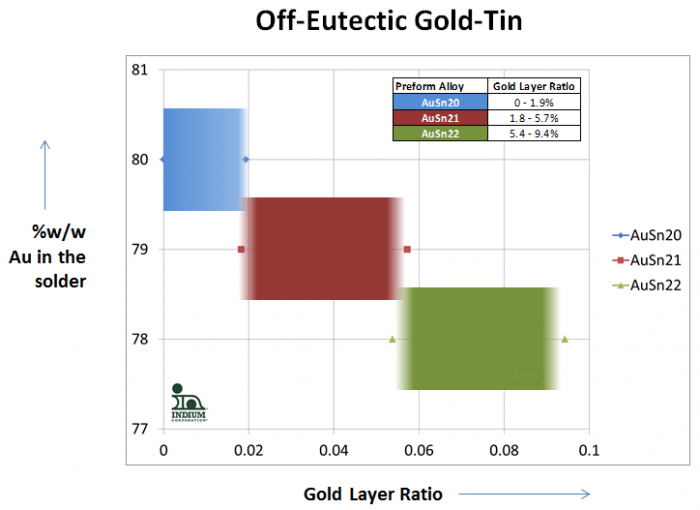
예를 들면, 다이 금속화로서 니켈/텅스텐의 상단에 금 층 두께가 0.2 미크론 (200 nm)인 경우와 기질 금속화로서 니켈의 금 층 0.4mm (400nm), 15미크론 금/주석 프리폼 두께인 금 비율은 0.04에요. 이것은 Au79Sn21 오프 공정에서 만들어진 프리폼이 기포발생을 최소화하는 데 최고라고 제안할 수 있어요.
이러한 합금들은, 보통 1.0% 증가 (AuSn21, AuSn22)에서, 프리폼, 와이어, 구형, 및 솔더 페이스트 형태가 가능하고, 물론, 감소된 금 함량 때문에 표준 AuSn20 합금보다 약간 비용이 낮아요.
저희가 여러분의 솔더링 필요성을 충족시키려면 어떻게 도와드릴 수 있는지 알려주세요.
감사합니다!
앤디
Connect with Indium.
Read our latest posts!