
Cpk regiert weiterhin die Bewertung eines SMT-Lotpastendruckprozesses
Leute,
wenn man genau darüber nachdenkt, muss man zur Bewertung jedes Prozesses vor allem zweierlei kennen: dessen Präzision und Genauigkeit. Schauen Sie sich nur mal die Dartspieler der Abbildung 1 unten an. Die gelbe Spielerin besitzt eine gute Präzision, was man von ihrer Genauigkeit jedoch nicht gerade behaupten kann. Die Präzision des grünen Spielers ist so daneben, dass die Beurteilung der Genauigkeit schwer fällt. Die gelbe Spielerin sollte normalerweise einfacher zu korrigieren sein, da sie lediglich ihren Zielpunkt ändern muss.
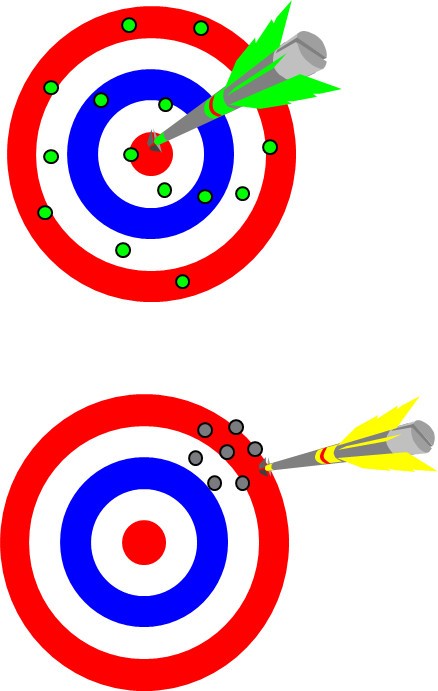
Abbildung 1. Die gelbe Spielerin besitzt eine größere Präzision. Sie muss lediglich ihren Zielpunkt ändern.
Vor Kurzem wurde ich gebeten, einige Lotpasten zu bewerten und anzugeben, welche besser druckt. Als Bewertungsmessgröße verwendeten wir die in Prozent ausgedrückte Transfereffizienz (das Volumen des schablonengedruckten „Lotpastenblocks“ geteilt durch das Volumen der Schablonen-Apertur). 100 Prozent waren das angestrebte Ziel. Als untere Spezifikationsgrenze wählten wir 50 % und als obere Spezifikation 150 %.
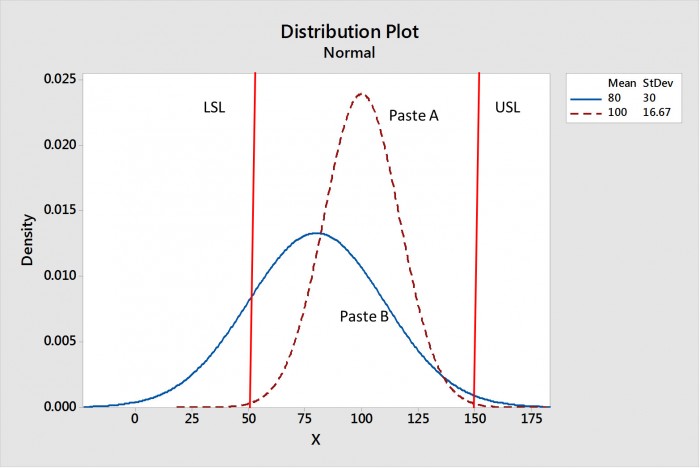
Abbildung 2. Daten der Lotpasten A und B.
Ein gutes Ergebnis wären durchschnittlich 100 % mit einer „engen“ Verteilung. Wobei die „Enge“ der Verteilung von der Standardabweichung definiert wird. Auf der Abbildung 2 sind die Daten zweier Lotpasten zu sehen. Beachten Sie, dass die Paste A einen Durchschnitt von 100 % und eine Standardabweichung von 16,67 % aufweist, während die Paste B einen Durchschnitt von 80 % und eines Standardabweichung von 30 % besitzt. Paste A ist im Vergleich zur Paste B somit sowohl hinsichtlich der Genauigkeit als auch der Präzision eindeutig besser. Wie kann dieser Unterschied jedoch am besten ausgedrückt werden? Gibt es eine Messgröße, die das schafft? Die Antwort lautet Cpk.
Cpk ist eine Messgröße, die sowohl die Genauigkeit als auch die Präzision wiedergibt. Cpk wird definiert als:

wobei x̅ der Durchschnitt und S die Standardabweichung ist.
Bei Anwendung dieser Gleichung stellen wir fest, dass der Cpk-Wert der Paste A 1,0 beträgt, während die Paste B einen Cpk-Wert von 0,333 aufweist. Beachten Sie, dass eine erhebliche Anzahl der Datenpunkte der Paste B (ca. 17 %) außerhalb der Spezifikationsgrenzen liegt. Die Paste A dagegen weist beinahe keine Datenpunkte außerhalb der Spezifikation auf.
Bei der Bewertung eines Prozesses sagt der Cpk-Wert somit alles aus!
Danke,
Dr. Ron
Connect with Indium.
Read our latest posts!