
能实现高可靠性与低空洞率的增强型预成型焊片 | 空洞实验设计
能实现高可靠性与低空洞率的增强型预成型焊片 | 空洞实验设计
作者:Adam Murling
本博文是《能实现高可靠性与低空洞率的增强型预成型焊片》系列的第四篇。本篇将着重讨论空洞实验以及如何Avoid The Void®(避免形成空洞)。
之前完成的研究表明,增强预成型焊片可得到更稳定并更可靠焊接层的焊点。但焊接时,空洞是另一个需要考虑的重要因素。鉴于可用材料和制程的变量极多,起初我们并不清楚这些变量是如何影响空洞率的。因此,我们设计了附连测试板与实验(DOE)来评估这些变量。夹具经过精心设计,保证其能够在回流工艺中固定元件(如下图所示)。
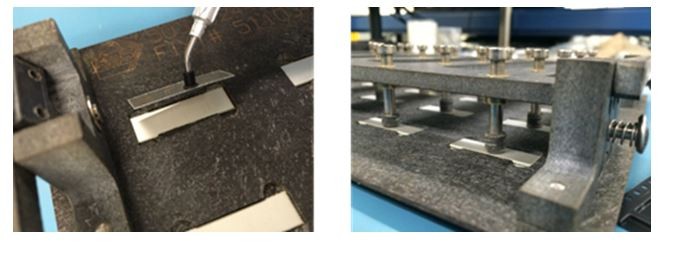
基板尺寸为0.354英寸 x 1.26英寸,用浸锡法镀上锡层。基板之间的是SAC305增强型预成型焊片。在回流过程中对取样片施加5克压力,以迫使焊料塌落。线性回流曲线的升温速度约为1°C/秒,峰值温度在245°C左右。
在开发实验设计(DOE)时,我们选择了多个增强型预成型焊片的制造变量来评估它对焊点的空洞的影响
- 第一个变量是支柱的覆盖量。这指的是嵌入到预成型焊片中的支柱的金属量。本实验中使用了两个版本,分别被命名为LM和SM。LM的支柱金属的填充密度相对较低。SM的此密度大约是LM的3倍,这意味着更多的支柱金属被嵌入到了同等大小的预成型焊片中。
- 第二个变量是支柱的厚度。本实验研究的是0.004英寸和0.008英寸的厚度。
- 第三个变量是总体焊料厚度。如前所述,焊料的厚度必须大于支柱金属的厚度。这次实验观察了三种预成型焊片的厚度:0.010英寸、0.012英寸和0.016英寸。
- 最后一个变量是助焊剂百分比。我们检查了1%和2%这两种助焊剂百分比。每个支架上回流了25个取样片。
更多关于本次测试结果和Avoid The Void®的精彩内容,敬请期待下一篇。
Adam
Connect with Indium.
Read our latest posts!