
Préformes de soudure renforcées pour haute fiabilité et peu de vides | Plan d'essais sur les vides
Cet article est le quatrième article d'une série d'articles sur les préformes de soudure renforcées pour haute fiabilité et peu de vides. Cet article se concentrera sur l'expérimentation des vides et comment éviter les vides - Avoid The Void™
Le travail fait précédemment montre que le renforcement de la préforme de soudure se traduira par des joints de soudure ayant une ligne de liaison plus cohérente et plus fiable. Cependant, les vides représentent un autre facteur important à considérer lors du soudage. Avec autant de matériaux possibles et de variables dans les processus, on ne savait pas a priori comment ces variables auraient une incidence sur les vides. Par conséquent, un coupon d'essai et un plan d'expériences ont été élaborés pour évaluer ces variables. Le dispositif de fixation qui a été conçu pour maintenir les pièces ensemble pendant le processus de refusion est illustré ci-dessous.
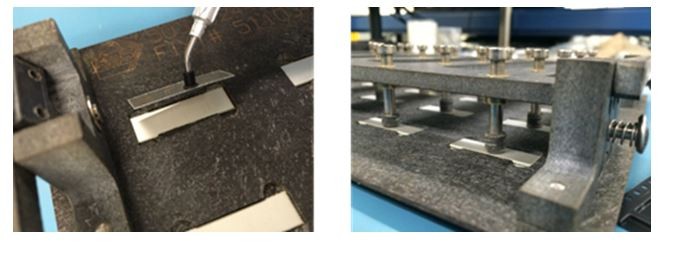
Les substrats sont de 9 mm x 32 mm et plaqués avec une métallisation chimique d'étain. Une préforme de soudure renforcée SAC305 est prise en sandwich entre ces substrats Cinq grammes de pression ont été appliqués sur les coupons pour forcer l'affaissement de la soudure pendant la refusion. Le profil de refusion d'air était linéaire à environ 1°C/s avec une température maximale d'environ 245°C.
Lors de l'élaboration du plan d'expériences, plusieurs variables dans la fabrication de la préforme renforcée ont été choisies pour évaluer l'impact sur les vides dans le joint de soudure :
- La première variable est la quantité de couverture d’espacement. Elle représente la quantité de métal d’espacement qui est incorporée dans la préforme. Dans cette expérience, deux versions ont été utilisées et appelées LM et SM. Le LM est moins dense en espacement métallique. Le SM a environ 3 fois sa densité, ce qui signifie que plus d'espacement métallique a été noyé dans une préforme de dimension égale.
- La seconde variable est l'épaisseur de l'espacement. Dans cette expérience, des épaisseurs de 0,10 mm et 0,020 mm d'épaisseur ont été étudiées.
- La troisième variable est l'épaisseur totale de la soudure. Comme dit précédemment, la soudure doit être plus épaisse que l'espacement métallique. Cette expérience a considéré des préformes d'épaisseurs 0,25 mm, 0,30 mm et 0,41 mm.
- La dernière variable a été le pourcentage de flux. Deux pourcentages de flux de 1 % et 2 % ont été étudiés. Pour chaque corps, 25 coupons ont été refondus.
Je discuterai dans mon prochain article des résultats de ces essais et s'ils étaient capables d’éviter les vides (Avoid the void).
À la prochaine fois,
Adam
Connect with Indium.
Read our latest posts!