
Verstärkte Lotformteile für hohe Zuverlässigkeit und Void-Reduzierung | DOE für die Voidbildung
Dies ist der vierte Beitrag einer Reihe von Blog-Beiträgen zum Thema verstärkte Lotformteile für hohe Zuverlässigkeit und Void-Reduzierung. Im Mittelpunkt dieses Beitrags stehen Versuche zur Voidbildung bzw. deren Vermeidung (Avoid The Void™)
Die bisherigen Arbeiten zeigen, dass eine Verstärkung des Lotformteils zu Lötstellen mit einer einheitlicheren und zuverlässigeren Bondlinie führt. Die Voidbildung ist jedoch ein weiterer wichtiger Faktor, der beim Löten berücksichtigt werden sollte. Angesichts der Vielzahl an möglichen Werkstoffen und Prozessvariablen war es zunächst unklar, inwieweit sich diese Variablen auf die Voidbildung auswirken würden. Daher wurden ein Testcoupon und ein Versuchsplan (DOE) entwickelt, um diese Variablen zu bewerten. Die Halterung zur Sicherung der Teile während des Reflow-Verfahrens ist unten abgebildet.
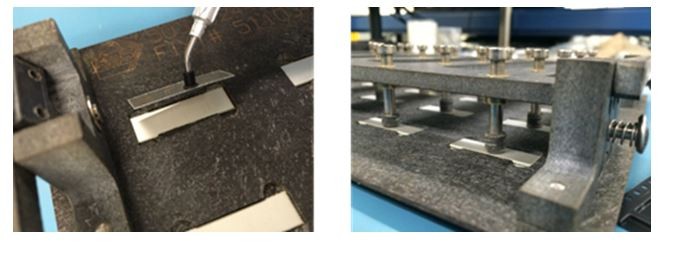
Die Substrate waren 9 x 32 mm groß und tauchverzinnt. Zwischen diesen Substraten war ein SAC305-verstärktes Lotformteil eingeschlossen. Auf die Testcoupons wurden fünf Gramm Druck aufgebracht, um den Zusammenfall des Lots während des Reflow-Verfahrens zu erzwingen. Das Reflow-Profil unter Luft war bei ca. 1° C/s linear, wobei die Spitzentemperatur bei ca. 245 °C lag.
Bei der Entwicklung des Versuchsplans wurden mehrere Fertigungsvariablen des verstärkten Formteils ausgewählt, um die Auswirkungen auf die Voidbildung der Lötstelle zu bewerten:
- Die erste Variable war der Umfang der Abstandhalterabdeckung. Dies bezieht sich auf die Menge des in das Formteil eingebetteten Abstandmetalls. Bei diesem Versuch wurden zwei Versionen verwendet, die als LM und SM bezeichnet wurden. Der Abstandhalter LM war weniger dicht mit Abstandmetall bepackt. Der Abstandhalter SM besaß ca. die dreifache Packungsdichte, d. h. in einem Formteil derselben Größe war mehr Abstandmetall eingebettet.
- Die zweite Variable war die Dicke des Abstandhalters. Bei diesem Versuch wurden Dicken von 102 und 203 Mikrometern untersucht.
- Die dritte Variable war die Gesamtdicke des Lots. Wie bereits erwähnt muss das Lot dicker als das Abstandmetall sein. Bei diesem Versuch wurden Formteildicken von 254, 305 und 404 Mikrometern verwendet.
- Die letzte Variable bestand in dem Flussmittelanteil. Untersucht wurden zwei Flussmittelanteile von 1 % bzw. 2 %. Beide wurden auf jeweils 25 Testcoupons aufgeschmolzen.
Mein nächster Blog-Beitrag befasst sich mit den Ergebnissen dieser Versuche und ob wir unser Ziel „Avoid the Void“ erreicht haben.
Bis zum nächsten Mal,
Adam
Connect with Indium.
Read our latest posts!