
Preuve des performances du Projet 99 des flux pour soudure à la vague : Essai à la corrosion
L'essai à la corrosion, également appelé le « test du miroir de cuivre », diffère de l'essai à l'éprouvette de cuivre car il détermine le niveau de corrosion du flux avant la refusion plutôt qu'après la refusion. Ce test est très simple et, à certains égards, un peu archaïque. Le véhicule d'essai est une préparation microscopique revêtue d'un côté d'une couche très mince de cuivre. Pour effectuer l'essai, vous déposez le flux brut sur le côté revêtu de cuivre de la préparation. Pour faire la comparaison, un flux de vérification constitué seulement de colophane et d'un solvant à l'alcool est aussi ajouté à la préparation. La vérification est nécessaire au cas où le miroir serait défectueux. De plus, elle vous dira s'il y a des facteurs environnementaux qui pourraient provoquer la corrosion. Un flux de colophane sans activateurs ne devrait jamais corroder un miroir de cuivre.
Une fois préparées, les préparations de l'échantillon sont vieillies pendant 24 heures sous des conditions de température et d'humidité prédéfinies. Ensuite, elles sont examinées pour voir à quel degré le flux a commencé à ronger le cuivre. La corrosivité est identifiée par le troisième caractère du code de désignation J-STD :
L = activité / corrosivité faible
M = activité / corrosivité modérée
H = activité / corrosivité forte.

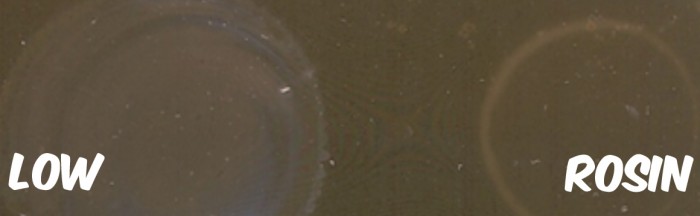
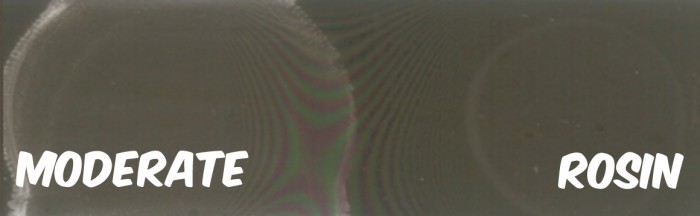
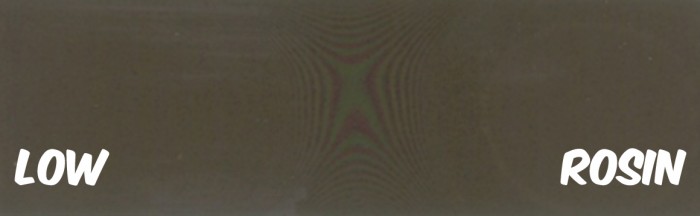
Trois des flux du projet 99 ont une faible activité (L) parce qu'ils ne réagissent pas avec le cuivre, sauf de le tacher. Cependant, le Guerrier de l'ombre (ou WF-9958) (en bas à droite) présente un halo à l'endroit où il a commencé à attaquer légèrement le cuivre ; par conséquent, nous l'avons classé comme un flux de type M. La désignation M ne renseigne pas sur la fiabilité du flux après le soudage ; c'est seulement une indication de l'activité du flux. Par exemple : lorsqu'on compare l'Alchimiste (WF-9955) au Guerrier de l’ombre, ce dernier est le flux le plus fort.
Bien que l'essai du miroir de cuivre soit largement utilisé pour la classification des flux, il est un peu dépassé et ne prend pas en considération l'environnement de production. En règle générale, les flux pour soudage à la vague sont pulvérisés sur les cartes de circuits imprimés puis entament immédiatement le cycle de préchauffage et ensuite la vague elle-même. Un flux pour soudage à la vague ne serait jamais appliqué sur la carte de circuit imprimé puis vieilli 24 heures avant de passer par la machine de soudage à la vague ou à la machine de soudage sélectif, ce qui rend cet essai complètement inutile.
L'avantage d'un flux M est qu'il réduit le nombre de défauts du soudage par rapport aux flux similaires de type L. Pour assurer une bonne fiabilité, il est préférable de réaliser l'essai à la corrosion après le soudage, ainsi que les essais de résistance d'isolation de surface après la refusion et l'essai d'électromigration ensemble pour déterminer si le flux est sûr pour vos assemblages.
Si vous souhaitez en savoir plus sur nos flux pour soudure à la vague du projet 99 ou sur les procédures par lesquelles ils ont été testés, contactez-moi à ebastow@indium.com ou www.indium.com/project99.
Connect with Indium.
Read our latest posts!