
Préformes de soudure renforcées pour haute fiabilité et peu de vides | Cohérence quantifiable de la ligne de liaison
Cet article est le deuxième article d'une série de blogs sur les préformes de soudure renforcées pour haute fiabilité et peu de vides. Cet article traite de la façon dont les InFORMS® affectent la ligne de liaison et pourquoi c'est une variable importante à considérer.
L'espacement qui est encastré dans la soudure limite l'affaissement de la soudure fondue. Si le poids du composant est supérieur à la tension superficielle de la soudure lorsque la soudure fond, la partie coulera dans la soudure. Lors de la solidification de la soudure, il est peu probable qu'elle restera plane à moins qu'il y ait un espacement pour que le composant puisse reposer dessus.
Dans le travail réalisé par James Booth et ses collègues de Dynex Semiconductor Ltd. Royaume-Uni et Karthik Vijay d'Indium Corporation, la préforme de soudure renforcée a été utilisée dans un assemblage d'IGBT pour souder le cuivre à liaison directe (DBC) à la plaque de base. Dans cette étude, la préforme de soudure 95Sn/5SB a été intégrée avec un espacement d'une épaisseur de 0,020 cm. Le processus d'assemblage, comme la plupart des IGBT, a été fait dans un processus de refusion sous vide sans flux. Après refusion, ils ont regardé la planéité globale du dispositif ainsi que la fiabilité du cycle thermique.
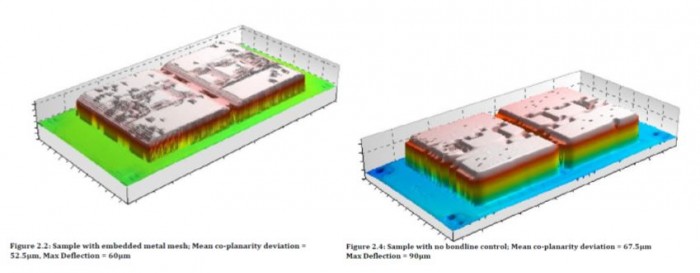
Les images ci-dessous montrent le profilomètre laser d'un IGBT assemblé avec une préforme de soudure renforcée à côté de l'assemblage avec juste une préforme de soudure classique (espacement). Dans le cas d'un assemblage à l'aide de la préforme avec espacement, la coplanéité globale était meilleure, avec un écart moyen de 52,5 microns pour l'InFORM contre 67,5 microns avec une préforme classique. La déviation maximale de la préforme de soudure renforcée était de 60 microns alors que la préforme classique avait une déviation maximale de 90 microns. L'IGBT assemblé à l'aide de la soudure renforcée produit une meilleure coplanéité que celle obtenue en utilisant une soudure classique. La préforme de soudure renforcée conduit à des joints de soudure ayant une épaisseur de ligne de liaison beaucoup plus cohérente.
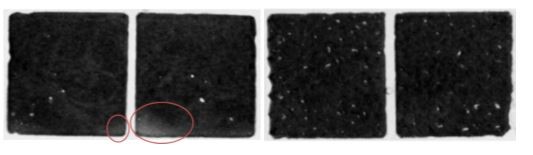
En outre, ils ont fait subir un cycle thermique de - 50°C à 150°C avec des temps d'arrêt d'une heure. Les images C-SAM montrées ci-dessous comparent la soudure classique après 600 cycles avec une préforme de soudure renforcée après 800 cycles. La soudure classique montre une délamination censée être le résultat d'une épaisseur de ligne de liaison irrégulière. Même après 200 cycles supplémentaires, le joint soudé renforcé ne montre pas de délamination. Cela fournit une preuve suffisante que la cohérence de la ligne de liaison a un impact positif sur la fiabilité globale du joint soudé.
Mon prochain article traitera de la conception des expériences pour déterminer les caractéristiques des vides dans une InFORM®.
À la prochaine fois,
Adam
Connect with Indium.
Read our latest posts!