
Utilisation des préformes de brasure pour réduire les vides dans les composants BTC
Les amis,
Voyons voir où en sont Patty et l'équipe avec leur présentation sur les vides pour Mike Madigan...
Patty était un peu déprimée. Comme des millions d'autres, elle a regardé avec Rob, dans l'horreur, l'effondrement de Jordan Spieth aux Masters de golf 2016. Certains présentateurs ont considéré que c'était le plus grand désastre de l'histoire du golf, mais Patty pensait que Rory McIlroy’s en 2011 et surtout Greg Norman en 1996 avaient fait pire. Elle pensait que le NY Daily News avait fait le meilleur travail en comparant les cinq pires désastres aux Masters. Elle convenait que Spieth pourrait sûrement récupérer, certainement mieux que Ken Venturi dans son célèbre effondrement aux Masters de 1956.
Elle était surprise de voir que tant de présentateurs semblaient souvent de ne pas mettre l'histoire dans une perspective aussi forte qu'elle le mérite.
Comme elle était assise dans son bureau, elle se rappela qu'elle devait terminer sa partie de la présentation dont Mike Madigan avait besoin sur la minimisation des vides. Son sujet était, « L'utilisation de préformes de brasure pour réduire au minimum les vides. » Pour elle, la présence de vides représentait la question la plus cruciale dans l'assemblage électronique. En particulier les vides sous les composants de terminaison inférieure BTC (Bottom Terminated Components). Rob et Pete allaient arriver dans quelques minutes pour examiner ses progrès. Au moment où elle terminait, ils étaient à sa porte.
« Salut, Professeur ! Quel est le scoop sur l'utilisation de préformes de brasure pour réduire au minimum les vides ? », demanda Pete, taquinant clairement Patty en l'appelant « Professeur ».
Ils rigolèrent tous un peu et Rob ajouta : « Oui, Professeur. Écoutons ça. »
Patty commença, « Vous souvenez-vous qu’il y a quelques années, l'approche classique de l'utilisation de préformes, pour réduire au minimum les vides sous les composants BTC, était d'utiliser une préforme de brasure revêtue d'un flux et de la placer sur la pastille thermique sur le circuit imprimé après avoir imprimé une quantité minimale de pâte à braser ? » Voir figure 1.
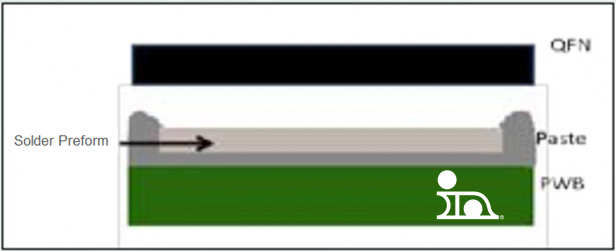
Figure 1 Une préforme de brasure revêtue d'un flux placée dans la pâte à braser imprimée sur la plaque de circuit imprimé peut réduire de manière significative les vides de brasure.
« Certainement ! Un grand article a été écrit la-dessus, par certaines personnes d'Indium Corporation », déclara Rob.
Puis Pete ajouta : « Je crois comprendre qu'il y a une nouvelle approche. »
« Eh bien, pensez à la motivation nécessaire pour trouver une autre technique », répondit Patty.
« Une préforme spéciale avait besoin d'être fabriquée, elle avait besoin d'un revêtement de flux et la mise en place était plutôt un défi », poursuivit-elle.
« Alors, quelle est la nouvelle technique ? », demanda Rob.
« Et bien, j'ai discuté avec Tim Jensen d'Indium Corporation. Bien que la technique d'origine soit encore utilisée, une autre technique est préférée et utilise des préformes de brasure de taille 0201 ou 0402 Les préformes sont volontairement placées de façon excentrée afin que le composant BTC présente un angle. Cet angle permet aux matières volatiles de la pâte à braser de s'échapper. (Voir figure 2.) Étant donné que ces préformes sont d'une taille normalisée, et non revêtues de flux, elles seront généralement moins coûteuses et plus facile à manipuler dans le processus d'assemblage », élabora Patty.

Figure 2. Les préformes de brasure de taille normalisée 0210 ou 0402 présentent un angle avec le BTC de sorte que les matières volatiles de la pâte à braser puissent s'échapper.
« Comment fonctionnent-elles ? », demanda Pete.
« Elles fonctionnement très bien. Regardez ces données », répondit Patty. (voir Figure 3)
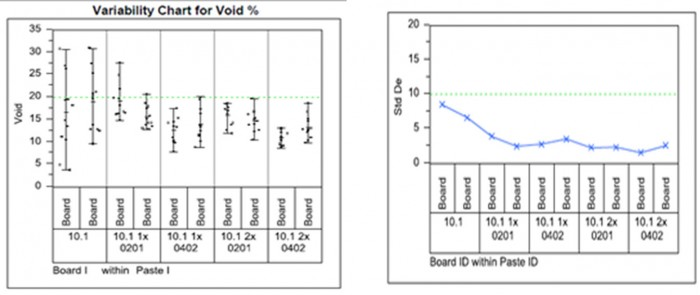
Figure 3. Preforms of either 0201 or 0402 reduce voiding by up to 50%. Note that the standard deviation is also tighter by using preforms.
Figure 3 Les préformes 0201 ou 0402 réduisent les vides jusqu'à 50 %. Notez que l'écart-type est aussi plus faible en utilisant des préformes.
« On dirait que les préformes 0402 donnent de meilleurs résultats que les 0201 », commenta Rob.
« Ouais ! Et le fait d'utiliser deux d'entre elles au lieu d'une seule semble aider un peu », ajouta Pete.
« Il est également frappant de voir comment les préformes serrent les données vers le haut. Regardez comment l'écart-type est réduit en les utilisant », ajouta Rob.
Le trio passa plusieurs heures à rassembler toutes leurs diapositives PowerPoint en une présentation de 45 minutes. Patty organisa alors une réunion avec Mike Madigan pour examiner l'ensemble de la présentation.
Épilogue : Patty, Rob, et Pete ont passé en revue la présentation avec Mike Madigan à l'aide de WebEx. Mike a appliqué les recommandations après les avoir examinées avec ses clients importants. En utilisant la meilleure pâte à braser, en apportant des modifications mineures aux procédés CMS et en utilisant des préformes de brasure, le cas échéant, ACME a pu réduire les vides à moins de 10 % pour tous ses produits et moins de 5 % pour une grande partie.
Merci,
Docteur Ron
Si un lecteur est intéressé par des informations plus détaillées sur l'une des pâtes à braser, préformes ou procédés, envoyez-moi un courriel à rlasky@indium.com et je vous répondrai.
Connect with Indium.
Read our latest posts!