
Réponse à la pause : Un paramètre critique de la crème à souder
Les amis,
Une bonne crème à souder doit pouvoir rester en pause sur le pochoir pendant plus d'une heure (c'est-à-dire sans être imprimée), sans affecter significativement ses performances d'impression.
Des situations de pause se produisent lorsqu'une ligne d'éléments montés en surface doit être arrêtée pour réapprovisionner les composants des machines de placement, pour des problèmes d'entretien mineurs, etc. Cependant, certaines crèmes se "raidissent" lorsque l'impression est mise en pause. Cette caractéristique indésirable est appelée réponse faible à la pause (RTP = Response to pause). La figure 1 montre le volume des dépôts de crème à souder pour trois crèmes en fonction du temps de pause. Dans cette expérience, les crèmes à souder ont été placées sur le pochoir directement à partir du pot de crème sans mélanger. Notez que la crème à souder 3 a un volume d'impression initial de seulement 5 300 mils3. En seulement 3 impressions supplémentaires, il peut atteindre 9 100 mils3. Après une pause d'une heure, la crème 3 décroît à à 7 500 mils3. Notez que la crème 2 est beaucoup plus uniforme dans le volume des dépôts de crème à souder et que la crème 1 est la meilleure.
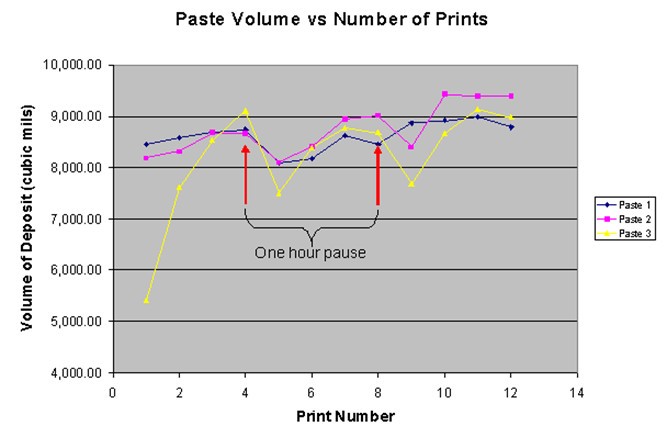
Figure 1. Performances de réponse à la pause de 3 crèmes à souder
Si un assembleur utilise de la crème à souder 3, il se peut qu'il doive rejeter le premier circuit imprimé après une pause. Généralement, cette situation exige que l'assembleur essuie la carte après la première impression après la pause et qu'il la réimprime. Cette opération prendra plusieurs minutes.
Plusieurs minutes ne semblent pas être un gros problème, mais j'ai travaillé avec des ingénieurs pour évaluer le coût de productivité de cette perte de temps de production. Dans une étude, nous avons constaté une perte de productivité de 7 %. Une autre façon de constater une perte de productivité de 7 % est que, si la chaîne de montage était capable de produire 10 000 circuits imprimés en un certain temps avec une crème à souder qui avait une bonne réponse à la pause, elle ne produirait 9 300 circuits imprimés que si la réponse à la pause était identique à celle de la crème 3. Cette perte de productivité est due au temps perdu à effectuer les réimpressions après une pause.
L'assemblage en surface date d'une quarantaine d'années. Ainsi, vous pourriez penser que toutes les crèmes à souder ont une bonne réponse à la pause. Malheureusement, ce n'est pas le cas. Ainsi, une bonne réponse à la pause est l'une des premières données de performance à mesurer lors de l'évaluation d'une crème à souder.
Merci,
Docteur Ron
Connect with Indium.
Read our latest posts!