
Soudage 101 : II : Le miracle du soudage
Les amis,
Pity Ötzi, l'homme de glace,environ 3500 avant J.-C. On pense qu'il était artisan de la fusion du cuivre, car des particules de cuivre et d'arsenic, un élément trace présent dans certains minerais de cuivre, ont été trouvés dans ses cheveux. Non seulement il était petit à petit empoisonné par l'arsenic, mais pour faire fondre le cuivre, il devait atteindre une température de feu de bois d'environ 1 085 ºC (1 985 ºF), comme je l'ai évoqué dans mon dernier article. L'arsenic contenu dans le cuivre avait l'avantage de donner au cuivre un peu plus de résistance que s'il était pur.
Peu après l'époque d'Ötzi, les artisans des métaux ont découvert qu'ajouter 10 % d'étain au cuivre produisait du bronze. Non seulement le bronze est nettement plus dur que le cuivre, mais il fond à presque 100 ºC en dessous du cuivre pur, ce qui rend le travail du métal beaucoup plus facile. Ce fut le début de l'Âge de bronze. Cette période coïncidait avec ce que les spécialistes reconnaissent comme le début des civilisations modernes, comme celles de l'Égypte et de la Grèce.
Puisqu'il fond à une température plus basse, le bronze remplit mieux les moules. Cette amélioration du remplissage du moule est évidente à la figure 1. Cette photo montre une hachette en cuivre et bronze que j'avais fabriquée. La hachette en cuivre à gauche illustre un mauvais remplissage du moule.

Figure 1. Les hachettes en cuivre, à gauche, et les hachettes en bronze fabriquées pour le cours de Dr Ron au Dartmouth College, ENGS 3: Matériaux : La substance de la civilisation. Notez que la hachette en cuivre présente un mauvais remplissage du moule en raison de la température de fusion plus élevée du cuivre.
À mon avis, il est presque certain que l'âge du bronze est en rapport avec le développement du soudage. La première preuve de soudage date environ de 3000 avant J.-C. où, sans doute la première civilisation, les Sumériens assemblèrent leurs épées avec des soudures à haute température. Puisque le métal de base dans la plupart des soudures cuivre-cuivre est l'étain, les premiers métallurgistes ont presque certainement appris que l'étain pouvait être utilisé pour assembler des pièces de cuivre ou de bronze à des températures beaucoup plus basses que celle du point du fusion
Jusqu'aux restrictions imposées par l'Union européenne en 2006 sur le plomb dans les soudures, la plupart des soudures électroniques étaient des eutectiques étain-plomb. Eutectique est un mot grec qu'on peut traduire à peu près par "fusion facile". La figure 2 montre le diagramme de phase étain-plomb. Remarquez que le point de fusion de l'étain est de 232 ºC et celui du plomb est de 327 ºC, mais à la concentration eutectique de 63 % d'étain/37 % de plomb, la température de fusion tombe à 183 ºC. Le point correspondant à cette concentration et cette température est connue sous le nom de point eutectique.
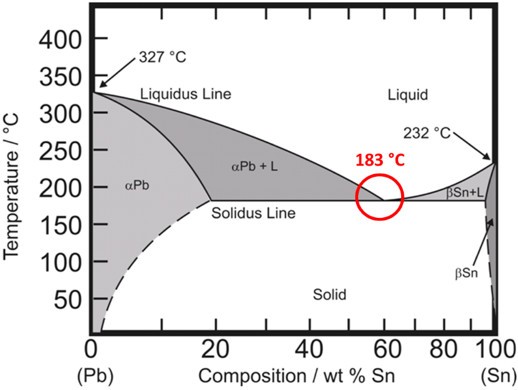
Figure 2. Le diagramme de phases étain-plomb. Remarquez le point eutectique à 183 ºC.
Après l'entrée en vigueur de la restriction de l'UE sur le plomb, la plupart des soudures électroniques sont basées sur un alliage étain-argent-cuivre qui fond dans la plage 217-225 ºC. Le plus courant de ces alliages est le SAC305 (Sn96,5-Ag3,0-Cu0,5, où les nombres sont les pourcentages en poids.
Bien que le point eutectique soit un phénomène intéressant et généralement bénéfique en raison de son point de fusion plus bas, le vrai miracle de la soudure est que deux morceaux de cuivre qui fondent à 1085 ºC peuvent être liés ensemble avec une soudure à base d'étain à moins de 232 ºC. On ne saurait trop insister sur la valeur de cet atout. La nature nous a permis de lier mécaniquement et électriquement deux pièces de cuivre à une température suffisamment basse pour que nous puissions le faire en présence de matériaux polymères électriquement isolants. Sans cette caractéristique de la soudure, l'industrie de l’électronique n'existerait pas ! Un avantage supplémentaire est que la liaison peut être retravaillée, de sorte qu'en cas de défaillance d'un composant, il peut être remplacé sans avoir à mettre au rebut l'ensemble de la carte de circuit imprimé électronique.
Il est naturel de se demander comment cette liaison se produit. L'étain présent dans la soudure forme des intermetalliques avec le cuivre. Généralement Cu6Sn5 se forme près de l'étain et Cu3Sn se forme près du cuivre. Voir Figure 3.
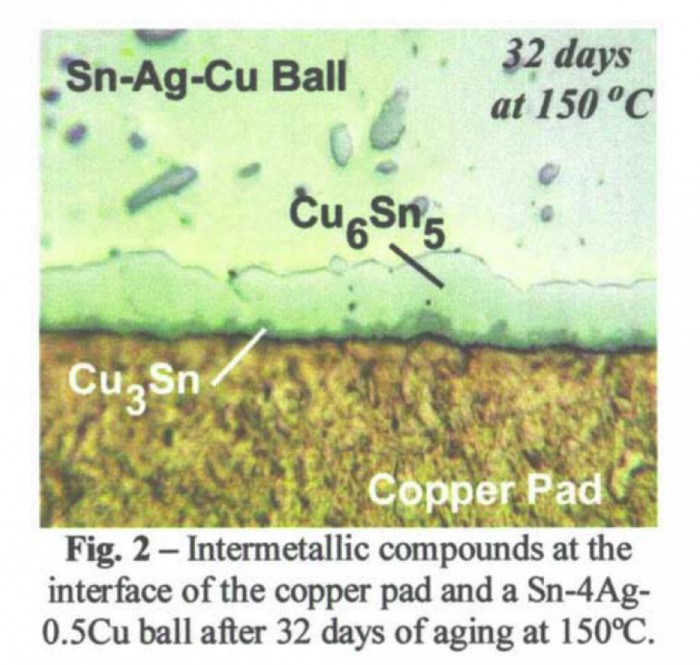
Figure 3. Les composés intermétalliques étain-cuivre d'après Roubaud et autres, "Impact of IM Growth on the Mech. Strength of Pb-Free Assemblies," APEX 2001.
Ainsi, la prochaine fois que vous utiliserez votre mobile multifonction, ordinateur portable, tablette ou autre appareil électronique, n'oubliez pas que sans le miracle du soudage, il n'existerait pas.
Merci,
Docteur Ron
Connect with Indium.
Read our latest posts!