
Verstärkte Lotformteile für hohe Zuverlässigkeit und Void-Reduzierung | Voidingergebnisse
Dies ist der letzte Beitrag einer Reihe von Blog-Beiträgen zum Thema verstärkte Lotformteile für hohe Zuverlässigkeit und Void-Reduzierung. Im Mittelpunkt dieses Beitrags stehen die Ergebnisse unseres Versuchsplans, um herauszufinden, ob wir unser Ziel Avoid The Void™ tatsächlich erreicht haben.
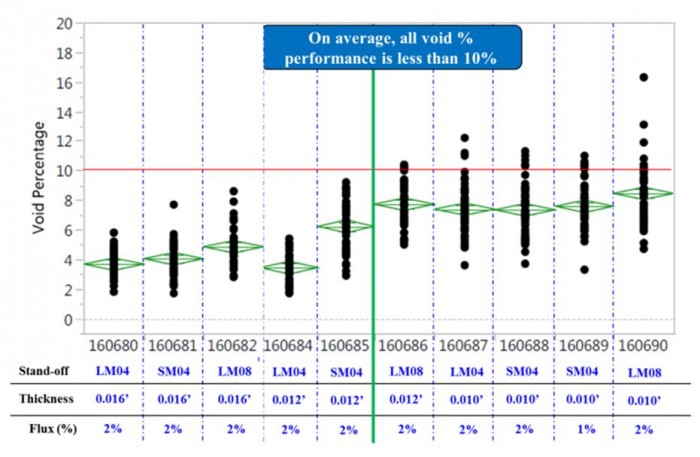
Bei der Analyse der Voiding-Daten unseres Versuchsplans konnten einige klar identifizierbare Differenzen zwischen den verstärkten Lotformteilausführungen erkannt werden. Eine Zusammenfassung der Daten finden Sie nachstehend.
Bezüglich der Abstandhalterart beziehen sich die ersten beiden Buchstaben (LM bzw. SM) auf die Menge des Abstandmetalls. Die beiden letzten Zahlen beziehen sich auf die Dicke des Abstandhalters (04 entspricht 102 Mikrometern und 08 entspricht 203 Mikrometern). Alle Ausführungen wiesen einen durchschnittlichen Void-Anteil unter 10 % auf!! Fünf der Ausführungen besaßen keine Datenpunkte oberhalb der Marke von 10 %. Anschließend wurden weitere Analysen durchgeführt, um die Bedeutung spezifischer Eigenschaften zu bestimmen. Falls bei dieser statistischen Analyse der P-Wert weniger als 0,05 beträgt, ist der Mittelwert mindestens eines Faktors statistisch abweichend.
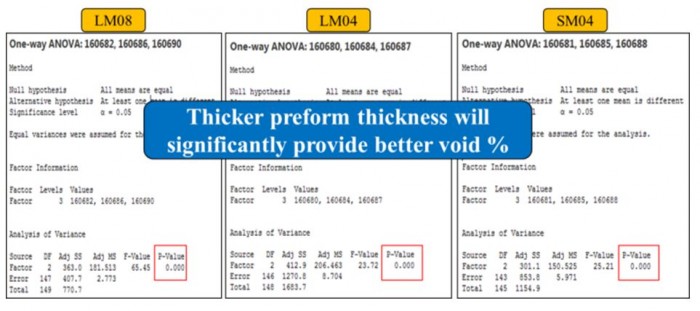
Zur Prüfung der Auswirkungen der Gesamtdicke des Formteils isolierten wir die Abstandhalterart und untersuchten daher die Datensätze für LM04, LM08 und SM04 getrennt. In allen Fällen führte eine höhere Gesamtdicke des Formteils zu einer geringeren Voidbildung. Die Zusammenfassung dieser Analyse finden Sie unten.
Aufgrund der Oberflächenspannung entweichen Voids aus dem geschmolzenen Lot, indem diese zum Rand gedrängt werden. Nicht geschmolzenes Metall im geschmolzenen Lot könnte den Entweichungsweg dieser Voids versperren. Wenn mehr Lot vorhanden ist, können die Voids vor dem vollständigen Zusammenfall der Lötstelle um die Metallmatrix herum entweichen.
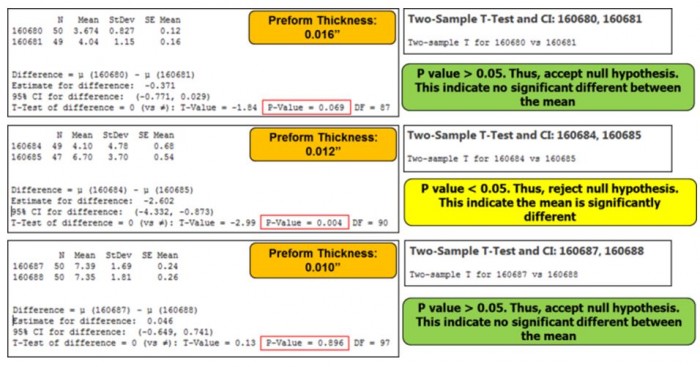
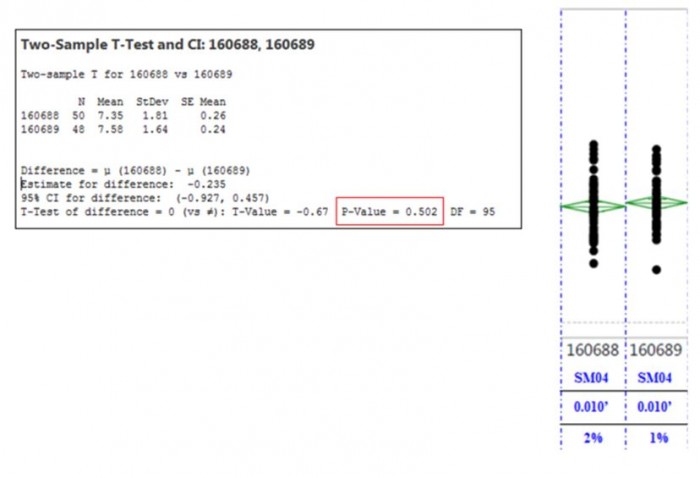
Bei der Überprüfung der Packungsdichte des Abstandmaterials wurden die Unterschiede zwischen SM und LM für jede Gesamtdicke des Formteils einzeln untersucht. Diese Analyse wird unten zusammengefasst.
Leider sind die Ergebnisse in diesem Fall nicht so eindeutig. Bei den 404 und 254 Mikrometer dicken Formteilen wirkte sich die Packungsdichte nicht wesentlich auf die Void-Performance aus. Bei einer Dicke von 305 Mikrometern war das SM-Produkt statistisch besser als LM. Beruhend auf diesen Ergebnissen kann nicht eindeutig festgestellt werden, dass die Packungsdichte Auswirkungen auf die Voidbildung hat. Die Daten lassen vermuten, dass dieser Faktor allenfalls geringfügig zur Voidbildung beiträgt.
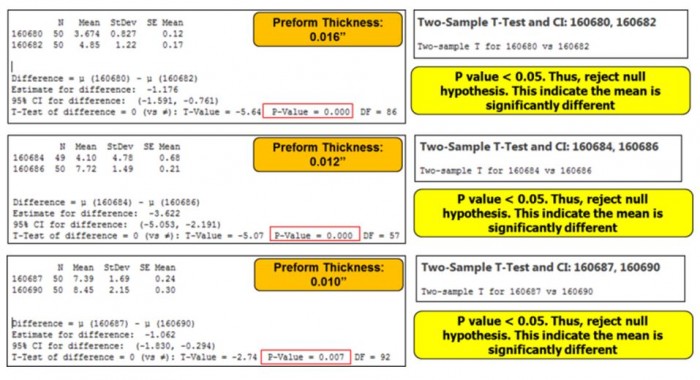
Die Dicke des Abstandhalters wurde ebenfalls untersucht. In diesem Fall wurde LM04 für jede der Formteildicken mit LM08 verglichen. Bei jeder Formteildicke führte der höhere Abstandshalter (08) immer zu einer statistisch signifikanten höheren Voidbildung. Dies kann ebenfalls damit erklärt werden, dass das massive Abstandmaterial ein Entweichen der Voids verhindert. Da das Material 08 dicker ist, ist im Vergleich zum Material 04 ein größeres Gesamtvolumen an Abstandmetall im Formteil eingebettet. Massiveres Material kann sich negativ auf die Fähigkeit der Voids auswirken, aus dem geschmolzenen Lot zu entweichen. Eine entsprechende Zusammenfassung finden Sie unten.
Als letzter Parameter dieser Studie wurde der Flussmittelanteil analysiert. Beruhend auf der Chemie der Oxidentfernung und Verflüchtigung kann davon ausgegangen werden, dass mehr Flussmittel zu einer höheren Voidbildung führt. Im Wesentlichen entfernt das Flussmittel die Oxide auf den Metalloberflächen, wenn das Produkt das Reflow-Verfahren durchläuft. Dieser Oxidentfernungsprozess erzeugt Dämpfe. Darüber hinaus enthält das Flussmittel Hilfsstoffe, die sich bei hohen Temperaturen verflüchtigen. Diese beiden Flussmitteleigenschaften könnten dazu führen, dass Dampf im geschmolzenen Lot eingeschlossen wird. Diese Studie zeigte jedoch keine signifikanten Unterschiede zwischen dem 1%igen und dem 2%igen Flussmittel. Es kann höchstens vermutet werden, dass der 1%ige Unterschied der Flussmittel eventuell nicht ausreicht, um die Voidbildung zu beeinflussen. Dies ist ein Punkt, der weiter untersucht werden sollte.
Zusammenfassend haben die Studien zu verstärkten Lotformteilen nachgewiesen, dass diese Formteile dank der Bereitstellung einer einheitlicheren Bondliniendicke die Zuverlässigkeit von Lötstellen verbessern. Die Studie zeigt weiterhin, dass die endgültige Dicke des Formteils, die Packungsdichte des Abstandmaterials und die Dicke des Abstandhalters angepasst werden können, um das Ausmaß der Voidbildung in der Lötstelle zu beeinflussen. Es liegt somit auf der Hand, dass diese Technologie anhand einer optimierten Ausführung des verstärkten Formteils hochzuverlässige Lötstellen mit geringer Voidbildung erzeugen kann. Diese Technologie ist wahrscheinlich insbesondere bei schweren Komponenten erforderlich, bei denen das Lot ohne Kontrolle übermäßig zusammenfallen könnte. Diese Technologie, die den Abstandhalter ohne zusätzliche Prozessschritte integriert (beispielsweise durch Drahtbonden, um den Zusammenfall des Lots zu kontrollieren), kann Fertigungsunternehmen Zeit und Geld sparen.
Bis zum nächsten Mal,
Adam
Connect with Indium.
Read our latest posts!