
焊锡膏的金属负载 ——综述(第一部分)
正如在早前一篇博客帖子中所提及的,焊锡膏的合金类型、粉末粒度分布(PSD)以及金属负载(金属重量百分比或“%w/w”)会影响焊锡膏的流变性并因此影响其使用性能。我们利用三种 IPC 试验方法来保证客户所收到的产品的一致性(在允许偏差范围内)。
在这篇帖子中,我们要关注的第一种试验是 %w/w 金属负载试验,这种试验在几十年间未曾改变,而给出的答案几乎都是错误的。这一点需要特别作出澄清,所以我会在这个博客帖子短系列中向您证明并且会给出改进建议。请注意,%w/w 金属负载试验是评估制成品的唯一试验。在调配焊锡膏之前,确定粉末的合金一致性和粒度分布。
让我们从“错误答案”部分开始,因为人们对它的争议最多。
标准 %w/w 试验方法的本质(IPC-TM-650 2.2.20“焊锡膏金属含量(按重量)”)在于对重 50 克的焊锡膏样本进行回流焊、清除助焊剂残留物及干燥,且对回流焊焊料的最后一个单钮称重后,可计算出原始焊锡膏中焊料金属的重量。
那么,为什么这是错误的呢?因为这个答案几乎总是比期望值低,而且经常比更加精确的可控数量即我们所谓的“制造靶材百分比金属”(MTPM)要低很多。等一会儿我们再来讨论 MPTM,现在我们仅关注 J-STD-005A(目录)的第 3.4 节(金属百分比)给出“用户订单指定的标称值 +/- 1.0%”,该值的范围足够广泛,可使焊锡膏在使用中产生很大的差异:例如,对于印刷焊锡膏来说,从塌落度(-1%)到短模版寿命(+1%)。
MTPM 用于调配客户订单的焊锡膏已被充分表征,在大部分情况下使用精确度远高于两位小数(优于 0.01%)的校准称量设备。在实践中,生产控制的实施很容易给出大大优于 +/- 0.10% 的各个批次金属负载的再现性,该称量数据会与其他重要明细信息保存在相关批次的数据记录中。因此,声誉良好的焊锡膏厂家的 MTPM 是指产品标签以及相关质量文件上标注的 %w/w 焊锡膏金属负载, 同前述的“标称值”。
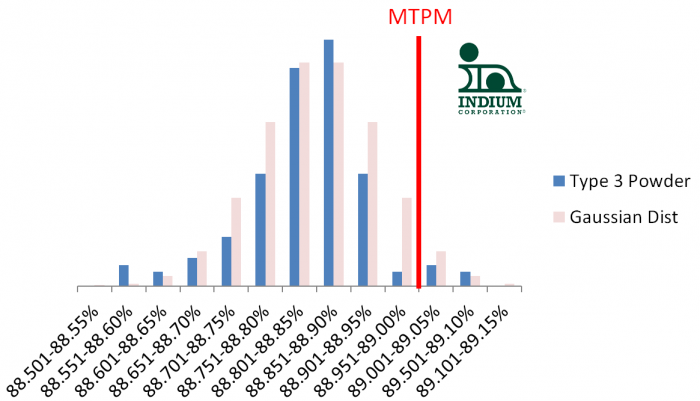
那么当我们对标准焊锡膏进行 IPC 金属负载试验时,我们会得到什么样的结果呢?我们对照标准、连续运行的无铅焊锡膏的数据来向您展示会发生什么情况。首先,因为我们要依照标准差来查看粒子数分布,那么固有的假设就是数据呈正态分布,但假设条件需要经过验证。即使存在有效的限制数据集(121 个数据点),有证据表明:尽管数据均衡分布在平均值周围,但该数据并不符合标准的高斯分布;有可能是几乎相同的平均值的两种分布的叠加。但是出于讨论目的,我们可以作出一阶假设,也就是数据符合标准的贝尔曲线。
助焊剂的影响又如何呢?我们对更多随机选择的免清洗(NC)和可水洗/水溶性(WS)焊锡膏的数据点进行了研究,得出了一些有趣的结果。见下文:
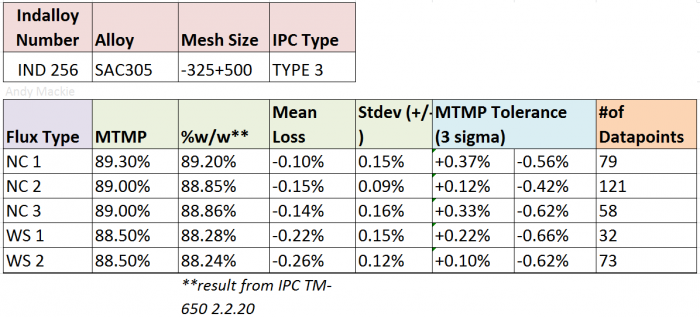
我们将在下篇博客帖子中讨论水溶性焊锡膏的持续较低的平均重量损失。
+/- 1% IPC 标准允许公差是指,即使存在三西格玛定义的允许公差,该试验还是会通过。结果始终显示偏低这一事实会被 %w/w 公差的巨大宽度而掩盖。
总之,将 IPC TM-650 2.2.20 试验结果作为金属负载的确定性测量就如同用指错方向的日晷仪来代替智能手表来计量时间一样。只有在您忘了给手表充电的情况下这种方法才会有用。
更多关于导致金属负载始终较低结果的原因、助焊剂的影响以及粒度的影响,您可在我的下篇帖子中看到。
谢谢!
Andy
Connect with Indium.
Read our latest posts!