
Charge de métal dans une pâte à braser – revue (Partie 1)
Comme indiqué dans un précédent article, le type d'alliage pour la pâte à braser, la granuométrie des particules constituant la poudre (PSD) et la charge de métal (pourcentage en poids de métal ou (" % m/m ") affectent la rhéologie et donc les performances en phase d’utilisation de la pâte à braser. Trois essais de l'IPC sont utilisées pour garantir que les clients reçoivent un produit conforme (dans les marges de tolérances convenues).
Dans cet article, le seul essai sur lequel nous allons nous concentrer est l'essai de la charge de métal % m/m qui n'a pas changé depuis des décennies et qui donne presque toujours un mauvais résultat. Voilà une déclaration assez audacieuse, donc je vais vous en démontrer la preuve dans cette courte série d'articles de blog - et je vais de plus présenter une proposition d'amélioration. À noter que l'essai sur le pourcentage en poids de métal est le seul qui évalue le produit fini. La conformité de l'alliage et la granulométrie sont déterminés pour la poudre avant le mélange en pâte.
Commençons par la partie " mauvaise réponse ", car ce sera le point le plus controversé.
L'essence de la méthode d'essai normalisée % m/m, (IPC-TM-650 2.2.20 "Solder Paste Metal Content by Weight") est qu'un échantillon pesé de 50 grammes de pâte à braser est refondu, lavé des résidus de flux, séché et le moindre produit final de brasure fondue est pesé pour permettre le calcul du poids de brasure métallique présent dans la pâte à braser d'origine.
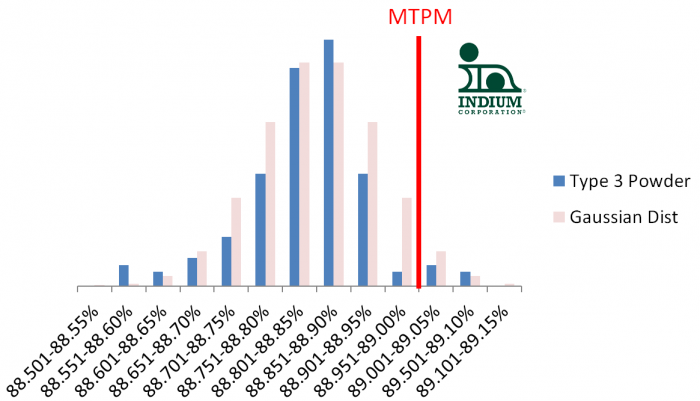
Alors, pourquoi est-ce faux ? Parce que le résultat est presque toujours plus faible que prévu et souvent beaucoup plus faible qu'avec une quantité plus précisément contrôlable que nous pouvons appeler le "pourcentage de métal cible de fabrication" (MTPM). Nous parlerons du MTPM dans une minute, mais regardons pour l'instant l'actuelle J-STD-005A (Table des matières ici) section 3.4 (Pourcentage de métal) qui autorise " +/- 1,0 % de la valeur nominale spécifiée sur le bon d'achat de l'utilisateur " c'est une plage suffisamment grande pour potentiellement entrainer des variations considérables d'une pâte à braser en période d'utilisation : par exemple, de l'effondrement (- 1 %) à une vie courte du pochoir (+ 1 %) pour une pâte à imprimer.
Le MTPM est extrêmement bien calibré car il est utilisé pour être mélangé avec la pâte à braser pour les commandes des clients. Il résulte de l'utilisation d'un équipement de pesage calibré capable d'une précision bien au-delà de deux décimaux (inférieure à 0,01 %) dans la plupart des cas. Dans la pratique, les contrôles de fabrication mis en place permettent facilement une bien meilleure reproductibilité de la charge de métal que +/- 0,10 % d'un lot à l'autre et ces données de pesage sont documentées dans les données par lots associées avec d'autres détails critiques. Pour cette raison, le MTPM d'un fabricant de pâte à braser de renom est le pourcentage en poids de charge de métal dans la pâte à braser indiqué sur l'étiquette du produit et dans la documentation de qualité associée et est considéré comme identique à la " valeur nominale " mentionnée plus tôt.
Alors quels résultats obtenons-nous quand nous faisons l'essai de charge de métal d'IPC sur une pâte à braser normalisée ? Les données pour une pâte à braser sans plomb normalisée ont été recueillies pour vous montrer ce qui se passe. Tout d'abord, puisque nous allons parler de distributions de population en termes d'écarts-types, l'hypothèse inhérente est que les données suivent une distribution normale, mais l'hypothèse doit être testée. Même avec l'ensemble limité de données disponibles (121 points de données), il y a certains éléments de preuve pour dire que, bien que les données soient réparties symétriquement autour d'une valeur moyenne, elles ne correspondent pas vraiment à une distribution gaussienne classique ; peut-être une superposition de deux distributions avec presque la même moyenne. Cependant, nous pouvons faire l'hypothèse de premier ordre que les données correspondent à une courbe en cloche classique pour des fins de discussion.
Quels sont les effets des flux ? Nous avons étudié quelques points de données sélectionnés de manière aléatoire sur des pâtes sans produits de nettoyage (NC) et nettoyables à l'eau/hydrosolubles (WS) et nous avons obtenu quelques résultats intéressants. Voir ci-dessous :
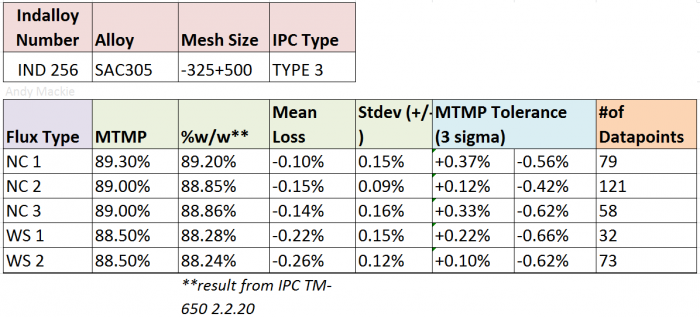
Les différences de poids systématiquement plus basses que la moyenne pour les pâtes hydrosolubles seront discutées dans le prochain article.
La tolérance permise de +/- 1 % issue de la normalisation IPC signifie que même avec une définition 3-Sigma de tolérance permise, l'essai va passer. Le fait que les résultats sont toujours inférieurs est obscurci par la grande largeur de la tolérance du pourcentage en poids.
En résumé, en prenant le résultat de l'essai IPC TM-650 2.2.20 comme une mesure définitive de la charge de métal est donc un peu comme si on utilisait un cadran solaire avec son gnomon orienté dans la mauvaise direction pour dire l'heure - au lieu d'une montre intelligente. Ce n'est utile que si vous avez oublié de charger votre montre.
Plus de détails sur les raisons aux résultats sur la charge de métal régulièrement plus bas, les effets des flux et les effets de la taille des particules dans mon prochain article.
Merci !
Andy
Connect with Indium.
Read our latest posts!