
Wie sauber ist sauber?
Ich komme gerade aus Asien zurück, wo ich einige sehr positive Kundengespräche hatte. Eine der Fragen, die mir häufig gestellt wird, bezieht sich auf das ewige Thema: „Was meinen Sie mit sauber?“ Viele Untersuchungen wurden bereits durchgeführt, um „sauber“ zu definieren, normalerweise anhand des Grads der Verunreinigung (Schmutz, Oxid oder Flussmittelrückstände), die auch als „kontaminierendes Material“ oder KM bezeichnet wird. Prüfverfahren wie ROSE-Prüfung (Resistivity of Solvents Extracted), Oberflächenwiderstand (SIR), IR-Reflexionsgrad werden häufig eingesetzt. In den meisten Fällen mangelt es diesen Prüfungen jedoch an ausreichender Empfindlichkeit oder Relevanz in Bezug auf die tatsächliche Art des Ausfalls, der vom KM verursacht wird.
Das Problem bei diesen Definitionen, die eine analytische Methodik verwenden, besteht darin, dass sie sich zu sehr auf die Quantifizierung des Grads an verbleibendem KM nach dem Reinigungsverfahren konzentrieren und die Beantwortung der zweiten Frage auf später verschieben: „Welcher Grad an KM ist niedrig genug?“ Hier scheint man das Pferd von hinten aufzuzäumen.
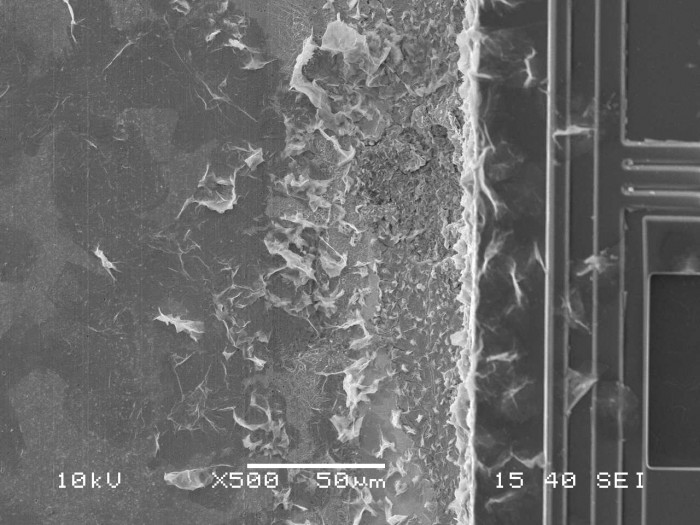
Die REM ist ein ausgezeichnetes Beispiel eines Prüfverfahrens zur Bestimmung der Sauberkeit, das zur Überanalyse des KM verwendet werden kann. Sie finden hier ein Bild eines völlig zulässigen Rückstands einer No-Clean-Lotpaste, das bei sehr hoher Vergrößerung mittels REM aufgenommen wurde. Beachten Sie, dass man automatisch zur Frage neigt: „Was ist dieses Zeug da? Und was ist damit?“ Wichtiger ist zu wissen, dass Milliarden erfolgreicher Geräte ohne Ausfall aufgrund von KM gebaut wurden, die zudem die strengsten Zuverlässigkeitsprüfstandards der Automobilbranche erfüllen.
Anstatt das KM in den Mittelpunkt zu stellen, sollten wir uns lieber auf die Art des Ausfalls konzentrieren, der von dem Rückstand verursacht wurde. So können wir sauber auf eine Art und Weise definieren, die für die Situation relevant ist. KM können beispielsweise Ausfälle wie Drahtbond-Zugfestigkeit, elektrochemische Migration (ECM) oder Delamination verursachen. In jedem Fall kann der Ausfall quantifiziert werden. Es gibt einen bewährten Grundsatz, dass „ein Unterschied, der keinen Unterschied ausmacht, kein Unterschied ist“, den wir uneingeschränkt auf unseren Versuch anwenden können, „sauber“ zu definieren.
Wir bestimmen zunächst eine klare Messgröße für den Umfang oder die Häufigkeitsrate (ppm oder %) des vom KM verursachten Ausfalls. Anschließend kann eine klare und eindeutige Definition festgelegt werden:„Falls kein statistisch signifikanter Unterschied zwischen den Ausfällen (1) einer nicht kontaminierten Probe und (2) einer vorab kontaminierten und anschließend gereinigten Probe besteht, dann ist das Reinigungsverfahren gut genug.“ Dies hängt erheblich von Prozentsatz Ihres gewählten Konfidenzniveaus ab, stellt jedoch eine pragmatische Option bereit, die Sauberkeit leicht und eindeutig zu definieren. Dann kann man sich darauf konzentrieren, ein „ausreichend gutes“ Reinigungsprotokoll festzulegen, anstatt willkürlich dem Ziel „Null Verunreinigungen“ hinterherzujagen.
Nun kann die Prozessüberwachung einer zentralen Steuervariablen festgelegt werden, die mit der Ausfallart korreliert. Beispiele umfassen: Verunreinigung des Reinigungsbads (möglicherweise unter Verwendung der Konzentration der Reinigungschemikalien, der Trübung oder des elektrischen Widerstands), Kontaktwinkel, IR-Oberflächenreflexion, REM/EDX usw. Die Festlegung dieser zentralen Variablen und einer Abtastrate sowie die Gewährleistung repräsentativer Proben und Prüfverfahren sind nicht einfach. Wahrscheinlich ist es diese Komplexität, die dazu führt, sich eher auf diese letztere Aufgabe zu konzentrieren und die wichtigere der beiden außer Acht zu lassen.
Danke! Andy
Connect with Indium.
Read our latest posts!