
材料壽命 - 小建議
近期在馬來西亞旅遊,我遇見了一個老朋友(也是客戶)。我們聊到銲錫膏的「壽命」:該材料在經過各種製程步驟後,在失去效能前可以使用多久。雖然我們的英文都說得不錯(至少他是),但仍然有技術溝通的問題,不論是使用何種語言或身處全球各地。他和我使用了一個名稱「工作台壽命」代表了不同的意思,雖然本意不是要告訴每個人使用正確的方法描述製程,但我期許提供一些討論架構以協助我們和業界定義我們的字彙。
「材料」包括了銲錫膏、助焊劑、環氧樹脂和其他物質其物理性質和化學性質會因較高溫和室溫而有所改變,即材料會從原先儲存時的狀態改變至供預期應用的最終用途狀態。以注射包裝點膠銲錫膏為例(適用於幾乎所有其他應用於電子組裝及封裝的流體材料)。使用者的製程流程:
1/ 將收到包裝好的銲錫膏儲存於適當的冷藏區。
2/ 當需要時,將銲錫膏自冷藏區取出。
3/ 銲錫膏保持密封於注射器並待其升溫至室溫(通常最少需要 4 小時)。
4/ 打開注射器(上面(底端)與下面(尖端))並置於點膠機中供銲錫膏點膠至基材上。
5/ 裸晶或元件置於上方前,可能會有一段時間銲錫膏沈積在上。
6/ 置放裸晶或元件後,會有一段空餘時間再進入最終回流製程。
我們開發了此表格根據銦公司的定義描述這些名稱。可以期待的是銦公司的技術團隊會使用相同的方式及相同的名稱:
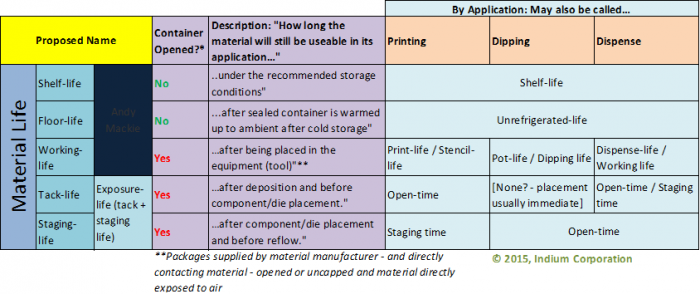
總結更多複雜的部份:
層架壽命:若材料仍儲存在供給時的容器內,並保持密封儲存於供應商建議的儲存條件下,這段時間稱為「層架壽命」。層架壽命通常取決於儲存材料的不同溫度,溫度範圍從冷藏櫃至較高的室溫,測量銲錫膏的關鍵參數是否超出可容許的限值。通常使用標準的品質保證指標測量銲錫膏性質:標準 IPC J-STD-005 和 J-STD-004 測試,像是定位、黏度或焊球。然而,大多數的工程師都知道這些測試會與材料實際在製程中使用的方法有所關係。
工作壽命:我們經常與客戶討論材料拿去使用後,像是列印、點膠、噴射等可以維持多久。工作壽命也可稱為「爐內壽命」,也常使用另一名稱「開封時間」。在此期間,材料容易會有溶劑減少及與大氣接觸所產生的影響。請注意雖然許多材料具低的表面積/體積比,取決於材料的使用方式及包裝方式,材料在大氣中會具有不同的暴露程度:浸漬倒裝晶片助焊劑與注射器包裝的環氧樹脂相比會有更多的暴露。
黏著壽命:當沈積材料後,此時是具有最高表面積/體積比的形式。它是最容易受大氣的影響(濕氣吸收、氧化等等)及溶劑從助焊劑蒸發。溫度則會加劇影響程度。這段時間應該盡可能地縮短。
你可以想見每個階段的影響是累計下來的,一個近於層架壽命終期的銲錫膏將可能會有較短的工作壽命及工作台時間。
我期許這能多少幫助釐清一些事項並讓我們可以使用相同技術語言溝通。
敬祝!
Andy
Connect with Indium.
Read our latest posts!