
Comme avec les vides, lors de l'utilisation de la technologie mixte, commencez avec une bonne crème à souder
Patty se rendait à son bureau quand elle vit le passer professeur Ulf Gabrielson. « Comme ce vieux monsieur m'impressionne ! », pensa-t-elle. Il avait été candidat au prix Nobel il y a quelques décennies et il continuait à se rendre au bureau presque tous les jours. Il était encore alerte à 85 ans, voire plus.
Une chose dans le milieu universitaire qui frappait Patty était la quasi vénération pour les professeurs plus âgés. Une poignée de profs de plus de 70 ans enseignaient et cherchaient à temps plein et les étudiants de premier cycle et les diplômés recherchaient vivement leurs conseils sur la technique, la carrière et souvent même, sur des questions personnelles.
L'ensemble de l'expérience à l'Ivy League fonctionnait bien pour elle et Rob. Ils allaient bientôt tous deux passer leur doctorat. Mais Patty ne se sentait pas si mal d'être un prof sans doctorat. Rob devait obtenir un poste en tant que chercheur à l'Ivy League après l'obtention du diplôme. Bien que le poste payât moins que ce qu'il aurait pu obtenir dans l'industrie, lui aussi aimait l'ambiance académique et la flexibilité des horaires de travail.
Une fois arrivée au bureau, Patty se mit à répondre à ses courriels et elle en avait reçu un de Mike Madigan.
Il disait : « Professeur Coleman, pourriez-vous et votre équipe élaborer une liste de recommandations sur les brasures d'assemblage mixtes sans plomb et avec étain-plomb ? Votre humble étudiant, Mike. »
C'était la période de pause entre les trimestres et Patty avait un peu de temps ; de plus, cette mission avait l'air amusant. Elle a immédiatement envoyé une note à Rob et Pete et leur suggéra qu'ils mènent quelques recherches et se retrouvent tous ensemble dans quelques jours.
Comme toujours, les jours passèrent rapidement. « L'équipe » se retrouva dans le bureau de Patty le temps d'un éclair.
« Salut, Rob ! Maintenant que vous êtes chercheur, vous donne-t-on un meilleur bureau que Patty ? » taquina Pete.
« Oui, c'est vrai ! Je suis maintenant plus célèbre que le célèbre professeur Coleman », riposta Rob.
« OK ! D'accord ! Mettons-nous au travail », déclara Patty en riant avec Rob et Pete.
« Ce qui me frappe le plus, dans la collecte d'informations pour cette petite mission, c'est qu'avec toutes les inquiétudes quant à la fiabilité de la brasure sans plomb, tant de gens ont assemblé des produits avec la technologie mixte et semblent donc à l'aise sur le sujet », affirma Pete sérieusement.
« Je suis d'accord. », déclara Rob.
« Pensez à la définition d'un système d'alliage de brasure mixte. Quatre métaux (étain, plomb, cuivre et argent) dans des quantités indéterminées tout au long du joint de brasure », continua Pete.
« Donc, vous ne pouvez pas vraiment dire ce que la température de fusion ou les propriétés mécaniques seront. Elles varieront tout au long du joint de brasure », ajouta Patty.
« Tout cela est vrai, mais nous devons passer à la pratique. Beaucoup de gens ont assemblé avec succès à l'aide de tels systèmes d'alliages mixtes - depuis longtemps maintenant » , suggéra Pete.
« Regardez le travail de Bradley et al avec NEMI sur le cycle thermique », poursuivit Pete.
Le trio examina un tableau que Pete avait imprimé.
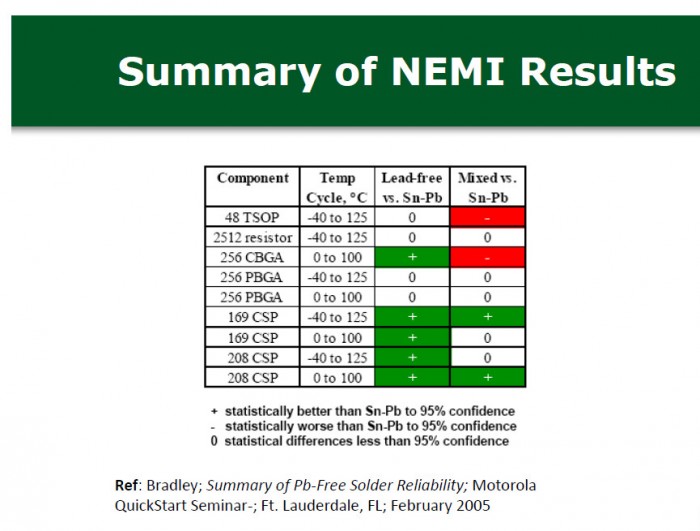
Figure 1. Les données de Bradley suggèrent que la fiabilité du cycle thermique pour le mélange étain-plomb et sans plomb est à peu près égale à la fiabilité de la brasure étain-plomb.
Mais il est intéressant de noter que les résultats pour le mélange et l'étain-plomb sont à peu près les mêmes. » Fit remarquer Patty.
« Les données montrent la situation classique. Les brasures SAC se comportent mieux dans le cycle thermique. Si nous avions des données sur les impacts de chute, l'étain-plomb et la soudure mixte pourraient sembler meilleurs », déclara Rob.
Le trio examina d'autres données un court instant...
« Je pense que nous sommes d'accord sur le fait que, pour des applications électroniques non critiques, les systèmes d'alliages mixtes peuvent convenir. Mais, je pense que nous convenons aussi que, pour quelque chose comme un avion de chasse ou un dispositif médical, il ne devrait même pas en être question. », affirma Patty.
Rob et Pete murmurèrent leur accord.
« OK. Donc, il semble que ces données favorisent les brasures composées d'un mélange étain-plomb et sans plomb. Mais, qu'en est-il du procédé ? » Demanda Patty.
« Nous ne pouvons pas utiliser les températures de brasage étain-plomb quand nous utilisons également une brasure SAC car nous pourrions ne pas faire fondre complètement la brasure SAC. Regardez les images que j'ai trouvées (voir figure 2) », déclara Rob.
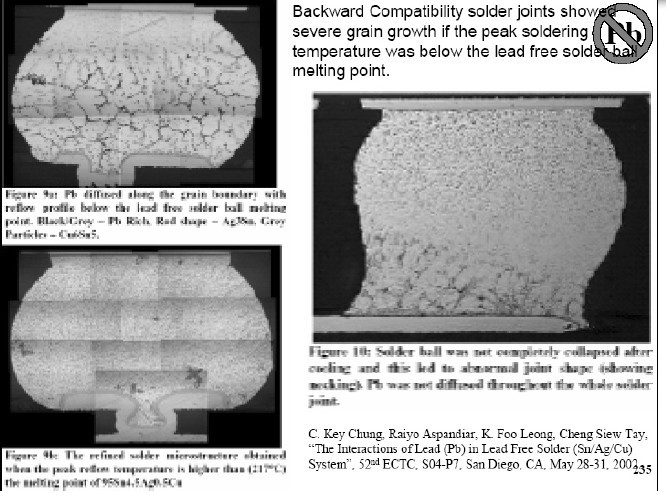
Figure 2 Lors de l'utilisation d'un mélange de brasures étain-plomb et sans plomb, veillez à ce que la température de refusion soit suffisamment élevée pour faire fondre la brasure sans plomb.
« Ouah ! » dit Pete. « Regardez la pauvre structure des grains ! Vous n'avez pas besoin d'être un génie en métallurgie pour voir que ce joint de brasure est faible. »
« Je suis d'accord. Mais, si vous êtes en bas de l'échelle au niveau des températures, il est vraiment bon d'avoir une crème à braser ayant un bon flux. Vous rappelez-vous le travail que Mario Scalzo a fait dans ce domaine ? J'ai la photo de son expérience (voir figure 3) », déclara Patty.
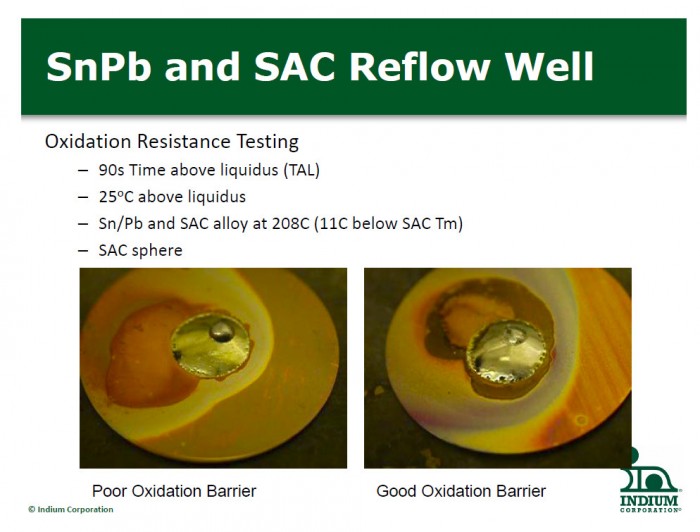
Figure 3. Bien qu'il soit conseillé que la température du pic de refusion soit supérieure au point de fusion de la brasure sans plomb (normalement 219 oC ou presque), un bon flux peut aider à la fusion de la brasure sans plomb à des températures plus basses. Le résultat de droite est obtenu à 208 oC.
Je me souviens de ce travail. Il l'a présenté lors d'un atelier auquel j'ai assisté. Il a réussi à obtenir qu'une bille de brasure SAC305 fonde dans la brasure étain-plomb à seulement 208 oC. Il a utilisé un flux formidable qui a facilité le processus », ajouta Rob.
« Comme nous l'avons vu auparavant, une bonne crème à braser est le point de départ », ajouta Pete.
Patty se rendit à son tableau blanc pour résumer. Elle écrivit :
- Les assemblages électroniques sans plomb et étain-plomb peuvent convenir pour des applications non critiques.
- Ce sera toujours un peu problématique car on crée un système d'alliage à quatre métaux de composition variable.
- Le joint de brasure résultant aura des propriétés mécaniques et des températures de fusion variables.
- Attendez-vous à des résultats sur le cycle thermique plus pauvres qu'avec des brasures SAC.
- Les brasures antichocs peuvent être meilleures que les brasures SAC
- Le profil de refusion devrait être tel que la température maximale soit supérieure au point de fusion de la brasure SAC.
- Comme toujours, concertez-vous avec votre fournisseur de crème à braser pour obtenir la meilleure crème à braser pour votre application difficile.
Après avoir revu ensemble la liste et l'avoir validée, Pete suggéra une partie de golf.
Merci,
Docteur Ron
Connect with Indium.
Read our latest posts!