
Avoid The Void™ - Identification des causes des vides en soudage lors de la fixation de puce
"Comment puis-je réduire les vides en soudage lors de la fixation de puce ?" me demandent souvent les clients en parlant des semi-conducteurs de puissance. Les vides excessifs sont une mauvaise surprise dans les applications de fixation de puces, non seulement parce qu'ils affectent mécaniquement le joint à un endroit où les fissures peuvent se propager, mais aussi parce qu'ils affectent la conductivité électrique et thermique de l'appareil. Ce serait formidable s'il y avait une réponse simple, une panacée, si vous voulez, pour résoudre ce problème. Mais le fait est que chaque cas est unique.
Cela étant dit, les divers facteurs qui affectent les vides, dans l'ensemble, seront communs, et identifier les facteurs potentiels qui contribuent à créer des vides peut être essentiel dans la détermination de la cause profonde.
Un outil statistique qui peut être utilisé pour cartographier visuellement les facteurs potentiels est le diagramme d'Ishikawa, ou en arêtes de poisson. Il est aussi connu sous le nom de diagramme de cause à effet, les causes potentielles constituent les "arêtes" qui peuvent toutes conduire à l'effet visualisé à la "tête" de l'axe horizontal.
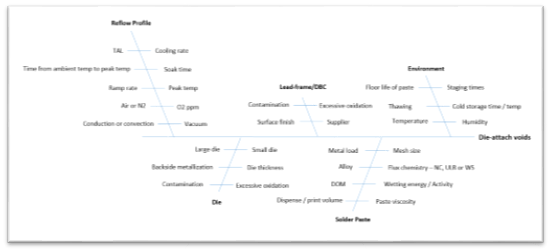
Le fait de cartographier les causes potentielles de cette façon vous aide à décider où concentrer vos efforts pour réduire les vides en soudage lord de la fixation de puces. Pour atténuer les causes environnementales, assurez-vous de suivre les recommandations de stockage et de manipulation de votre fournisseur de crème à souder. Il va sans dire que les bonnes pratiques de manipulation de la puce et de la grille de connexion/conception par contact pour minimiser la contamination contribueront grandement à contrer la formation de vides. Ceci nous conduit aux deux catégories restantes qui ont le plus de causes potentielles de vides lors de la fixation de puces : le profil de refusion et la crème à souder.
- Le profil de refusion peut avoir un effet significatif sur les vides lors de la fixation de puces car chaque aspect du processus de refusion peut avoir un impact. La température de pointe doit être suffisamment élevée pour faire fondre l'alliage que vous utilisez, former une bonne liaison métallique et abaisser la tension superficielle de la soudure en fusion suffisamment pour permettre au flux de dégazer des matières volatiles (vides potentiels), mais sans être trop élevée pour éviter potentiellement une carbonisation et un démouillage du flux. Le temps nécessaire pour passer de la température ambiante à la température de pointe, la vitesse de rampe et le temps de trempe (le cas échéant) peuvent tous affecter la vitesse à laquelle les volatils du flux s'activent et dégazent. Le TAL, ou temps au-dessus du liquidus (Time above liquidus), doit être assez long pour que les volatils du flux qui dégazent s'échappent (surtout sous une grosse puce), mais s'il est trop long, il peut en résulter un dégazage excessif qui ne peut pas s'échapper. Enfin, il y a l'atmosphère de refusion. Pour la refusion lors de la fixation de puces, "la norme" est la refusion sous azote ou mélange hydrogène-azote, car les exigences en matière de vides de la plupart des clients ne sont pas toujours respectées dans l’air. Une ppm de 02 peut avoir besoin d'être contrôlée en dessous d'un certain niveau pour que certaines crèmes à souder fonctionnent efficacement. Pour les appareils de plus grande puissance tels que les transistors bipolaires à porte isolée (IGBT), où les exigences en matière de vides sont encore plus strictes, il est maintenant très fréquent d'utiliser un système de refusion sous vide.
- Le dernier facteur, et sans doute le plus important, que nous examinerons est la crème à souder elle-même. L'utilisation de la combinaison optimale de l'alliage, de la chimie du flux, de la charge métallique (% en poids de métal dans la crème) et du type de poudre (granulométrie) pour votre application et procédé spécifique est la meilleure arme dans la lutte contre les vides lors de la fixation de puces.
Tous les ingénieurs du support technique d'Indium Corporation (dont moi-même) sont à votre disposition pour vous aider dans le choix de votre crème à souder et l'optimisation de vos procédés pour vous permettre de Avoid The Void™.
Si vous avez des questions, n'hésitez pas à contacter l'un d'entre nous.
Connect with Indium.
Read our latest posts!